The efficient and reliable transport of abrasive materials is critical across numerous industries, from mining and wastewater treatment to chemical processing and power generation. ah slurry pump solutions are at the forefront of addressing these challenges, providing durable and cost-effective pumping systems designed for handling highly abrasive and corrosive fluids. Understanding the principles and applications of ah slurry pump technology is crucial for optimizing operational efficiency and minimizing downtime in these demanding environments.
Globally, the demand for robust slurry pumping solutions is steadily increasing, driven by factors such as expanding infrastructure projects, growing industrial output, and stricter environmental regulations. This demand is particularly pronounced in emerging economies where resource extraction and processing activities are rapidly expanding. The selection of an appropriate ah slurry pump is therefore essential for maintaining productivity, reducing operational costs, and ensuring environmental compliance.
The development and widespread adoption of ah slurry pump technology have revolutionized the way industries manage abrasive fluid transfer. By offering superior wear resistance, high efficiency, and adaptable designs, these pumps empower businesses to overcome significant operational hurdles and achieve sustainable growth. Investing in understanding and utilizing this technology translates to long-term value and a competitive advantage in today's market.

Introduction to ah slurry pump
ah slurry pump represent a specialized class of centrifugal pumps designed to effectively transport abrasive, corrosive, and high-solids content fluids – collectively known as slurries. Their robust construction and unique design features set them apart from standard pumps, allowing them to withstand the harsh conditions inherent in various industrial processes. This specialized capability is crucial for maintaining flow rates and operational efficiency.
The global market for slurry pumps is heavily influenced by the growth of key sectors such as mining, oil and gas, water and wastewater treatment, and chemical processing. Demand is consistently high for pumps capable of handling increasingly challenging slurry compositions and maintaining long service life, driving ongoing innovation in materials, design, and monitoring technologies.
Defining ah slurry pump Technology
At its core, an ah slurry pump is a centrifugal pump engineered to handle fluids containing a high concentration of solid particles. Unlike conventional pumps, which are prone to damage from abrasive wear, ah slurry pumps utilize design features and materials to minimize erosion and maintain consistent performance over extended periods. This distinction is vital, as the failure of a slurry pump can lead to significant production losses and costly repairs.
The technology behind ah slurry pump designs focuses on maximizing wear resistance. This is achieved through the use of hardened materials, such as high-chrome alloys and ceramic components, as well as optimized impeller and casing geometries. These features help to reduce turbulence and minimize the impact of solid particles on pump surfaces, extending the pump’s operational lifespan.
The evolution of ah slurry pump technology directly addresses critical needs in modern industry. From providing reliable fluid transfer in large-scale mining operations to enabling efficient wastewater treatment in municipalities, these pumps play a vital role in ensuring operational continuity and environmental sustainability.
Core Components of ah slurry pump Systems
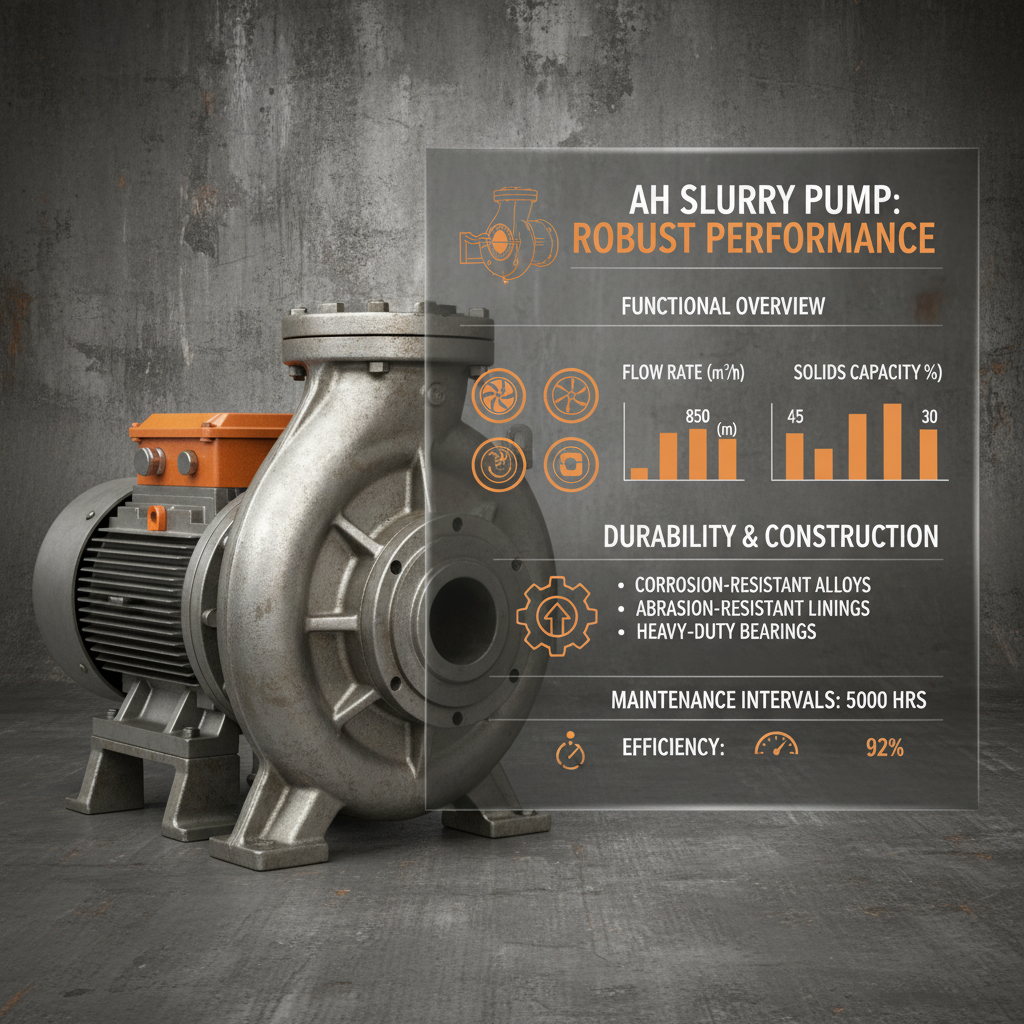
The robust performance of an ah slurry pump is directly attributable to the careful selection and integration of its key components. The impeller, often constructed from high-chrome alloy, is designed to create the necessary centrifugal force while resisting abrasion from solid particles. Its shape is crucial for efficient slurry handling.
The casing, typically made from a similarly durable material, protects the impeller and guides the slurry flow. Proper casing design minimizes turbulence and ensures uniform distribution of the slurry, reducing wear and maximizing pump efficiency. The volute casing is a common design, offering smooth flow characteristics.
Seals are another critical component, preventing leakage and protecting the pump’s internal components. Mechanical seals are frequently used in ah slurry pump applications, offering improved reliability compared to traditional packing seals. Shaft bearings, selected for their ability to withstand radial and axial loads, contribute to the pump's overall stability and longevity.
Key Performance Indicators for ah slurry pump
Evaluating the performance of an ah slurry pump requires careful consideration of several key indicators. Head, measured in feet or meters, represents the maximum height the pump can lift the slurry. Flow rate, typically expressed in gallons per minute (GPM) or cubic meters per hour (m3/h), indicates the volume of slurry the pump can deliver.
Efficiency is another critical parameter, reflecting the pump's ability to convert energy input into hydraulic power. A higher efficiency translates to lower energy consumption and reduced operating costs. Furthermore, the pump’s Net Positive Suction Head Required (NPSHr) must be considered to prevent cavitation, a phenomenon that can damage the impeller and reduce pump performance.
ah slurry pump Performance Comparison
Global Applications of ah slurry pump
The applications for ah slurry pump are remarkably diverse, spanning multiple industries worldwide. In the mining sector, these pumps are indispensable for transporting ore slurries, tailings, and process water, often over long distances and through challenging terrain.
Wastewater treatment plants rely on ah slurry pumps to manage sludge and abrasive wastewater streams. The chemical processing industry utilizes them for handling corrosive and abrasive chemicals. In power generation, these pumps are employed for handling fly ash and other abrasive byproducts of combustion.
Advantages and Long-Term Value of ah slurry pump
Investing in ah slurry pump technology delivers substantial long-term value. Reduced maintenance costs, stemming from the pumps’ superior wear resistance, contribute significantly to operational savings. The increased efficiency lowers energy consumption, further reducing operating expenses and minimizing environmental impact.
Enhanced reliability and minimized downtime translate to increased production output and reduced revenue losses. Furthermore, these pumps often feature modular designs, simplifying repairs and reducing maintenance time. The long service life of ah slurry pumps translates into a lower total cost of ownership compared to conventional pumping solutions.
Beyond purely economic benefits, the use of ah slurry pump promotes sustainability by reducing resource consumption and minimizing waste. The pumps’ ability to handle challenging slurries effectively also contributes to improved environmental compliance, safeguarding both operational viability and corporate social responsibility.
Future Trends in ah slurry pump Technology
The future of ah slurry pump technology is characterized by a growing emphasis on digitalization, automation, and sustainable design. The integration of sensors and data analytics is enabling predictive maintenance, optimizing pump performance, and reducing unplanned downtime. Remote monitoring and control systems are becoming increasingly common, allowing operators to manage pump operations from anywhere.
Advanced materials research is focused on developing even more wear-resistant alloys and ceramic composites. Innovative impeller designs are being explored to further enhance efficiency and reduce energy consumption. The development of smart pumps, capable of self-adjusting to changing slurry conditions, promises to revolutionize slurry handling.
The push for greater sustainability is driving the development of energy-efficient pump designs and the use of environmentally friendly materials. The adoption of variable frequency drives (VFDs) is also gaining traction, allowing for precise control of pump speed and minimizing energy waste.
Core Performance Characteristics of Various ah slurry pump Types
| Pump Type |
Maximum Solids Handling (mm) |
Typical Efficiency (%) |
Common Applications |
| Centrifugal ah slurry pump |
50 |
65-75 |
Mining, Wastewater Treatment |
| Positive Displacement ah slurry pump |
75 |
50-60 |
Chemical Processing, Pulp & Paper |
| Diaphragm ah slurry pump |
25 |
40-50 |
Small-Scale Applications, Sampling |
| Vertical Turbine ah slurry pump |
60 |
70-80 |
Deep Well Applications, Dewatering |
| Submersible ah slurry pump |
40 |
60-70 |
Sumps, Ponds, Drainage |
| Peristaltic ah slurry pump |
10 |
30-40 |
Dosing, Sensitive Fluids |
FAQS
When choosing an ah slurry pump, carefully evaluate the slurry’s composition (solids content, particle size, abrasiveness, corrosivity), flow rate requirements, head pressure, and the operating environment. Consider the pump material, impeller type, and sealing arrangement to ensure compatibility with the slurry and to maximize pump life and efficiency. Proper sizing is crucial to avoid premature wear or reduced performance.
The maintenance schedule for an ah slurry pump depends on the operating conditions and the slurry being pumped. However, regular inspections are vital, including checking for wear on the impeller, casing, and seals. Lubrication of bearings should be performed as recommended by the manufacturer. Preventative maintenance, such as replacing worn components proactively, can significantly extend the pump’s service life and reduce costly downtime.
Common failure modes in ah slurry pump include abrasive wear of the impeller and casing, seal failures, and bearing failures. Cavitation, caused by insufficient suction pressure, can also lead to significant damage. Incorrect pump sizing or operating the pump outside its design parameters can exacerbate these issues. Regular monitoring and proactive maintenance can mitigate these risks.
Yes, ah slurry pump can be designed to handle highly corrosive fluids. This is achieved through the use of corrosion-resistant materials, such as stainless steel, Hastelloy, or specialized coatings. The selection of the appropriate material depends on the specific chemical composition of the fluid and the operating temperature. It’s essential to consult with pump specialists to ensure material compatibility.
Cavitation can be prevented by ensuring adequate Net Positive Suction Head Available (NPSHa) exceeds the pump’s Net Positive Suction Head Required (NPSHr). This involves optimizing the suction piping design, minimizing suction lift, and controlling the fluid temperature. Regularly monitoring the suction pressure and flow rate can also help identify and address potential cavitation issues.
Utilizing a Variable Frequency Drive (VFD) with an ah slurry pump provides several benefits, including precise flow control, energy savings, and reduced mechanical stress on the pump. VFDs allow you to match the pump’s speed to the process requirements, minimizing energy consumption during periods of low demand. Soft starting capabilities also reduce wear and tear on the pump and connected equipment.
Conclusion
ah slurry pump technology represents a critical component in numerous industries, offering reliable, efficient, and durable solutions for handling abrasive and corrosive fluids. Their robust construction, coupled with ongoing innovation in materials and design, ensures they continue to meet the evolving demands of modern industrial processes, delivering significant operational and economic benefits.
Looking ahead, the integration of smart technologies, a focus on sustainability, and the development of advanced materials will further enhance the performance and longevity of ah slurry pumps. For businesses seeking to optimize fluid handling operations, reduce costs, and ensure environmental compliance, investing in understanding and implementing this technology is a strategic imperative. Visit our website at www.hihornpump.com to explore our complete range of ah slurry pump solutions.