Slurry pump suppliers are critical components in a vast array of industries, from mining and wastewater treatment to agriculture and chemical processing. Their role extends beyond simply moving materials; they are vital for operational efficiency, environmental compliance, and overall project success. Selecting the right slurry pump supplier isn’t just about price – it's about ensuring reliable performance, durability, and tailored solutions to meet specific application demands. slurry pump suppliers play a pivotal role in keeping these industries functioning smoothly.
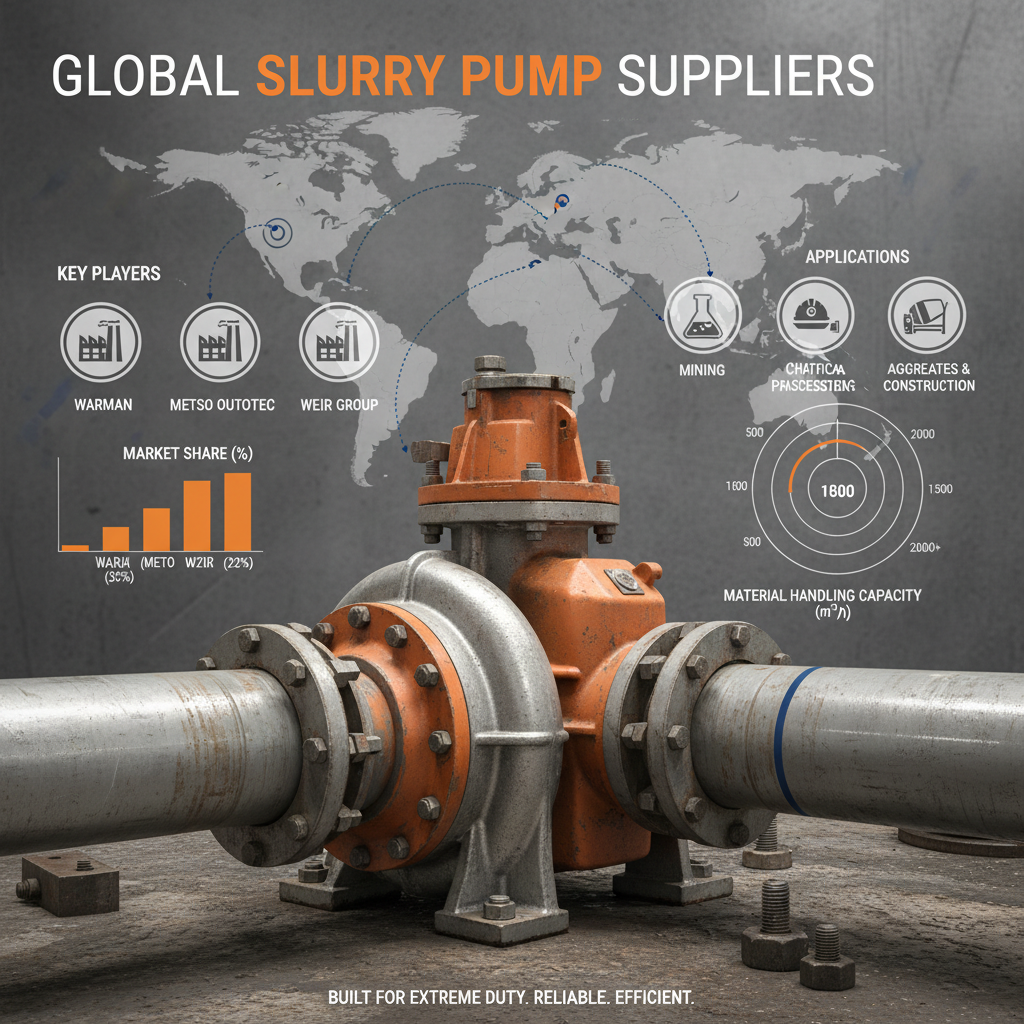
The global slurry pump market is experiencing consistent growth, driven by increasing industrialization, stringent environmental regulations, and the need for efficient material handling. According to industry reports, the market is projected to reach significant valuations in the coming years, showcasing the ongoing demand for these essential pieces of equipment. This growth necessitates a robust network of capable slurry pump suppliers who can meet the evolving needs of diverse clients worldwide.
Understanding the nuances of slurry pump technology and the capabilities of different suppliers is paramount for businesses seeking optimized solutions. A poorly chosen pump can lead to costly downtime, increased maintenance, and even safety hazards. By carefully evaluating suppliers based on factors like expertise, product quality, and after-sales support, organizations can maximize their return on investment and ensure long-term operational stability.

Effective slurry management is fundamental to the smooth operation of numerous industries. slurry pump suppliers are the linchpin of this process, providing the equipment necessary to transport abrasive and corrosive materials. Without reliable pumps and consistent support, industries face significant risks related to productivity, safety, and environmental responsibility.
The complexity of slurry handling demands specialized knowledge and expertise. A competent slurry pump supplier not only delivers high-quality equipment but also offers valuable consulting services, assisting clients in selecting the optimal pump type for their unique applications. This collaborative approach leads to increased efficiency and reduced long-term costs.
When selecting a slurry pump supplier, prioritize factors like their experience with your specific application, the quality of their materials and construction, the availability of maintenance services, and their overall reputation. Look for suppliers who offer customized solutions and can provide engineering support to optimize your system. Consider the total cost of ownership, including energy efficiency and potential downtime, not just the initial purchase price.
Slurry pumps are designed to handle a wide range of slurries, varying in particle size, concentration, and abrasiveness. They can effectively pump materials like abrasive solids (sand, gravel), corrosive chemicals, sludge, and even highly viscous fluids. The specific pump type required will depend on the characteristics of the slurry, such as its particle size distribution, density, and chemical composition.
The maintenance frequency for slurry pumps depends on the severity of the application and the operating conditions. Generally, routine inspections should be conducted monthly, including checks for wear and tear on impellers, liners, and seals. Preventative maintenance, such as lubrication and component replacement, should be performed according to the supplier’s recommendations, typically every 6-12 months. Regular monitoring of pump performance can also help identify potential issues before they lead to breakdowns.
The lifespan of a slurry pump varies significantly depending on the application, the quality of the pump, and the maintenance practices employed. With proper maintenance and operation, a well-built slurry pump can last for 5-10 years or even longer. However, highly abrasive or corrosive slurries can significantly reduce the pump’s lifespan, necessitating more frequent repairs or replacements.
Many reputable slurry pump suppliers offer customized solutions tailored to specific application requirements. This can involve modifying pump designs, selecting specialized materials, or integrating advanced features like variable speed drives. Customization ensures optimal performance, efficiency, and reliability for unique slurry handling challenges.
Recent advancements include the development of smart pumps with IoT connectivity for remote monitoring and predictive maintenance, improved wear-resistant materials for extended pump lifespan, and more energy-efficient designs to reduce operational costs. Digital twin technology is also gaining traction, enabling virtual testing and optimization of slurry pump systems before implementation.
In conclusion, selecting the right slurry pump supplier is paramount for industries relying on efficient and reliable material handling. Factors such as durability, scalability, cost-efficiency, and the supplier's expertise are crucial considerations. Investing in quality equipment and partnering with experienced suppliers ultimately translates to reduced downtime, increased productivity, and long-term operational cost savings.
Looking ahead, the integration of smart technologies and sustainable practices will further transform the slurry pump industry. Proactive maintenance, innovative materials, and a commitment to environmental responsibility will be key to ensuring the continued success and resilience of these essential systems. Visit our website at www.hihornpump.com to learn more about our comprehensive slurry pump solutions and how we can help optimize your operations.





If you are interested in our products, you can choose to leave your information here, and we will be in touch with you shortly.




