In the demanding world of industrial slurry transport, the 6 inch gravel pump stands as a critical piece of infrastructure designed to handle high-density solids and abrasive materials. Whether it is used in mining, dredging, or large-scale construction, the ability to move coarse gravel and slurry efficiently determines the overall productivity and operational cost of a project. Understanding the nuances of these pumps allows engineers to optimize flow rates and minimize downtime caused by wear and tear.
Across the global industrial landscape, the demand for robust fluid handling solutions has surged as mining operations push into more challenging terrains and urban infrastructure projects require rapid water and sediment management. The 6 inch gravel pump addresses these challenges by combining a wide discharge passage with high-chrome alloy materials, ensuring that large particles can pass through without clogging the system. This capability is essential for maintaining a continuous workflow in high-pressure environments.
By integrating advanced hydraulic designs and wear-resistant linings, modern gravel pumping technology has evolved to offer higher energy efficiency and longer service lives. For operators, choosing the right 6 inch gravel pump means balancing head pressure, flow volume, and the specific gravity of the material being moved. This guide explores the technical depths, applications, and future innovations of these industrial workhorses to help you make an informed procurement decision.
Global Industrial Relevance of 6 inch gravel pump
The global demand for mineral resources and the expansion of civil engineering projects have placed the 6 inch gravel pump at the center of industrial fluid dynamics. According to ISO standards for pump performance and World Bank infrastructure reports, the efficiency of sediment removal is a primary bottleneck in dredging and mining. When pumps fail to handle coarse particles, the resulting downtime can cost operators thousands of dollars per hour, making the reliability of a 6-inch discharge system a top priority for project managers worldwide.
From the gold mines of Australia to the massive harbor expansions in Southeast Asia, these pumps are indispensable. The challenge lies in the "abrasive nature" of gravel; without the specific metallurgy and hydraulic balance found in a professional 6 inch gravel pump, internal components would erode rapidly. By solving the problem of solids handling, these machines enable the sustainable extraction of materials and the protection of coastal environments through effective dredging.
Technical Definition and Core Mechanics
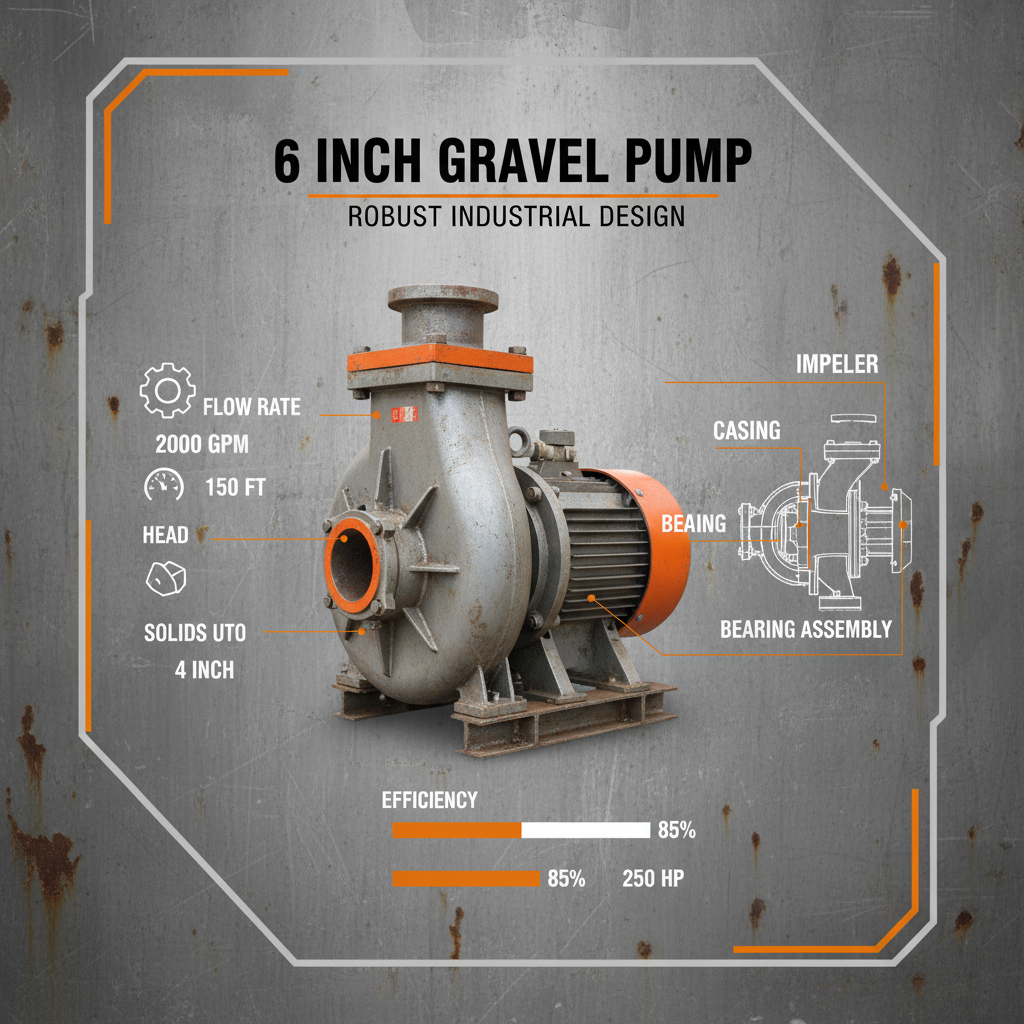
A 6 inch gravel pump is a heavy-duty centrifugal pump specifically engineered to transport fluids containing a high concentration of abrasive solids, such as sand, crushed stone, and gravel. The "6 inch" designation refers to the diameter of the discharge outlet, which allows for a significant volume of material to be moved while reducing the velocity of the slurry to prevent premature wear on the pump casing.
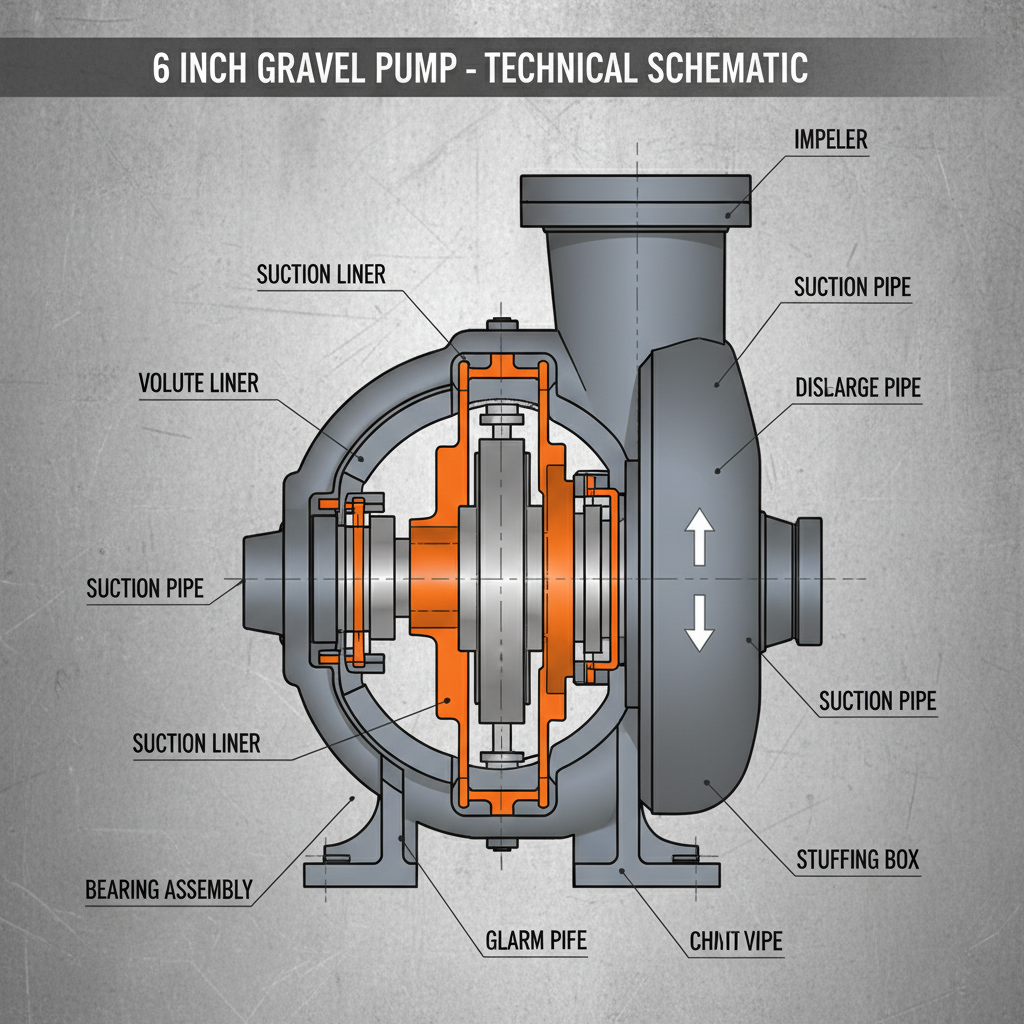
Unlike standard water pumps, these machines utilize a wide-channel impeller and a robust volute design. This architecture ensures that large pebbles and gravel fragments can pass through the pump without causing blockages or catastrophic mechanical failure. The integration of high-chrome alloys or natural rubber liners allows the pump to withstand the constant scouring action of the gravel, effectively extending the mean time between maintenance (MTBM).
In a modern industrial context, the 6 inch gravel pump serves as a bridge between raw excavation and processing. By converting mechanical energy from an electric motor or diesel engine into kinetic energy, it creates the necessary pressure to push heavy slurries across long distances to tailing ponds or processing plants, ensuring that the production line never stops.
Key Engineering Factors for Durability
When evaluating a 6 inch gravel pump, the first critical factor is the metallurgy of the wetted parts. High-chromium cast iron is typically preferred for its hardness and resistance to abrasion, ensuring that the impeller maintains its geometric profile even after months of pumping coarse gravel.
Another essential component of the 6 inch gravel pump is the sealing mechanism. Advanced mechanical seals or specialized gland packing are used to prevent the abrasive slurry from leaking into the bearing housing, which would otherwise lead to rapid shaft failure and unplanned operational shutdowns.
Finally, hydraulic scalability is key. A well-designed 6 inch gravel pump must maintain a stable efficiency curve across various slurry densities. This prevents the pump from "hunting" or vibrating excessively, which reduces structural stress on the piping and supports, thereby enhancing the overall system longevity.
Performance Metrics and Efficiency Analysis
Measuring the success of a 6 inch gravel pump requires looking beyond simple flow rates. Engineers analyze the "critical settling velocity"—the minimum speed at which solids remain suspended in the liquid—to ensure the pump is operating efficiently without allowing gravel to settle in the discharge pipe.
Operational efficiency is often compared across different configurations, such as different impeller diameters or liner materials. By optimizing the RPM and the impeller trim, operators can maximize the tonnage of gravel moved per kilowatt-hour of energy consumed, significantly reducing the carbon footprint of the mining or dredging site.
Efficiency Ratings of 6 inch gravel pump Configurations
Global Applications and Real-World Use Cases
The versatility of the 6 inch gravel pump makes it a staple in diverse environments. In large-scale mining operations, these pumps are used to transport tailings and ore slurries from the primary crusher to the leaching pads. In these scenarios, the pump must handle fluctuating concentrations of solids while resisting the chemical corrosivity of the processed ore.
Beyond mining, these pumps are critical in disaster relief and urban flood management. After severe flooding or landslides, 6 inch gravel pumps are deployed to clear debris-laden water from residential areas and critical infrastructure. Their ability to swallow large stones and gravel without clogging allows emergency crews to restore access to roads and power stations far faster than traditional pumping methods.
Long-term Value and Economic Advantages
Investing in a high-quality 6 inch gravel pump provides tangible long-term financial benefits. While the initial procurement cost may be higher for premium materials, the reduction in replacement frequency for impellers and liners leads to a significantly lower Total Cost of Ownership (TCO). Reliability translates directly into operational stability, preventing the costly cascades of failure that occur when a main slurry line is blocked.
Furthermore, the emotional value of trust and safety cannot be overstated. In hazardous industrial zones, a pump that operates predictably reduces the need for frequent, risky manual interventions by technicians. When a team knows their equipment can handle the toughest gravel loads, they can focus on optimizing production rather than firefighting mechanical failures.
From a sustainability perspective, an efficient 6 inch gravel pump reduces energy waste and lowers the environmental impact of mining. By optimizing flow and reducing the need for excessive water dilution to move solids, companies can implement more closed-loop water systems, aligning their operational goals with global ESG (Environmental, Social, and Governance) standards.
Future Trends in Gravel Pumping Technology
The future of the 6 inch gravel pump is being shaped by the digital transformation of industry 4.0. We are seeing the integration of IoT (Internet of Things) sensors directly into the pump casing to monitor vibration, temperature, and wear in real-time. This shift from reactive to predictive maintenance allows operators to schedule liner replacements based on actual wear data rather than arbitrary time intervals.
Material science is also evolving, with the introduction of ceramic-matrix composites and nanostructured coatings that offer unprecedented hardness. These innovations aim to make the 6 inch gravel pump nearly impervious to the most aggressive abrasive materials, potentially doubling the lifespan of critical components and further reducing the cost of mining operations.
Additionally, there is a growing movement toward "green" pumping. The adoption of Variable Frequency Drives (VFDs) allows the pump to adjust its speed based on the slurry density in real-time, ensuring that the motor only consumes the energy necessary for the current load. This convergence of automation and sustainability is redefining the role of gravel pumps in the modern industrial ecosystem.
Comparative Analysis of 6 inch gravel pump Material Specifications
| Material Type |
Abrasion Resistance |
Corrosion Resistance |
Life Expectancy (Hrs) |
| High Chrome Alloy |
Very High |
Moderate |
8,000 - 12,000 |
| Natural Rubber |
High (Fine Slurry) |
High |
5,000 - 7,000 |
| Duplex Stainless Steel |
Moderate |
Excellent |
6,000 - 9,000 |
| Ceramic Lined |
Extreme |
High |
15,000 - 20,000 |
| Hardened Cast Iron |
Moderate |
Low |
3,000 - 5,000 |
| Hybrid Polymer |
High |
Very High |
7,000 - 10,000 |
FAQS
The ideal density depends on the specific gravity of the gravel, but typically, these pumps are designed to handle concentrations between 15% and 40% by volume. Exceeding this can lead to "plugging" or excessive wear on the impeller, while too low a density reduces the efficiency of the material transport. It is recommended to use a variable speed drive to adjust flow based on real-time density measurements.
Cavitation occurs when the Net Positive Suction Head Available (NPSHa) falls below the required level (NPSHr). To prevent this in a 6 inch gravel pump, ensure that the suction pipe is as short and straight as possible, minimize elbows, and maintain a sufficient flood height above the pump inlet. Regularly checking for suction-side leaks is also critical to prevent air from entering the system.
While designed for gravel, the maximum particle size depends on the impeller's passage clearance. Most high-quality 6 inch gravel pumps can handle particles up to 2-3 inches in diameter. However, excessively large "oversize" rocks can cause temporary blockages or impact damage. We recommend installing a grizzly screen or a coarse strainer at the intake to protect the pump from oversized debris.
Rubber lining is superior for handling fine, abrasive particles and corrosive chemicals, as the rubber "absorbs" the impact. Chrome alloys are far better for coarse gravel and large particles that would tear or puncture rubber. If your slurry contains sharp, large stones, the chrome alloy 6 inch gravel pump is the professional choice for maximum longevity.
Replacement intervals vary wildly based on the abrasiveness of the material. In high-intensity gold mining, impellers may need replacement every 3-6 months. In municipal dredging, they may last 1-2 years. The best practice is to measure the impeller diameter monthly; once it has worn down by 10-15%, efficiency drops significantly, and replacement is necessary to maintain flow rates.
Yes, provided the materials are compatible. You would need to replace the high-chrome components with Duplex stainless steel or high-grade polymers to prevent chemical corrosion. It is vital to consult with a materials engineer to ensure the gaskets and seals are also rated for the specific chemicals involved to avoid hazardous leaks.
Conclusion
The 6 inch gravel pump is far more than a simple piece of machinery; it is a critical engineering solution that enables the global movement of abrasive materials. From the careful selection of high-chrome alloys to the implementation of IoT-driven predictive maintenance, every aspect of its design is geared toward maximizing uptime and minimizing the total cost of ownership. By balancing hydraulic efficiency with material durability, these pumps ensure that the most challenging industrial environments remain productive and sustainable.
Looking forward, the integration of smarter control systems and advanced composite materials will continue to push the boundaries of what these pumps can achieve. For operators and engineers, the key to success lies in choosing equipment that not only meets current flow requirements but is also scalable for future demands. We invite you to explore our full range of heavy-duty solutions to optimize your slurry management. Visit our website: www.hihornpump.com