Slurry pump types are essential components in a vast range of industrial processes, from mining and wastewater treatment to chemical processing and agriculture. These specialized pumps are designed to move abrasive, corrosive, and highly viscous fluids – “slurries” – that standard pumps simply cannot handle. Understanding the diverse types of slurry pumps available, their capabilities, and appropriate applications is crucial for maximizing efficiency, minimizing downtime, and ensuring operational safety across various sectors. This knowledge is particularly vital in regions experiencing rapid industrialization and increasing environmental concerns, driving the demand for reliable and effective slurry handling solutions.
The global slurry pump market is substantial and growing, driven by increasing infrastructure development, stringent environmental regulations, and the expanding needs of resource extraction industries. According to recent reports, the market is projected to reach billions of dollars in the coming years, with Asia-Pacific representing the largest and fastest-growing region. This growth is fueled by significant investment in water and wastewater treatment facilities, as well as expansion in mining and mineral processing in countries like China and India. Selecting the correct slurry pump types is therefore a significant challenge for engineers and operators aiming to optimize performance and reduce lifecycle costs.
Slurry pump types aren't just about moving fluids; they represent a vital link in ensuring sustainable and efficient operations. From protecting our waterways with effective wastewater treatment to enabling the responsible extraction of valuable resources, these pumps play a critical role in modern industry and humanitarian efforts. A thorough grasp of the different types, their strengths, and weaknesses is therefore paramount for successful project implementation and long-term operational sustainability.

Slurry pump types are specifically engineered to handle fluids containing solid particles. These particles can range in size from fine silt to large rocks, and the slurry itself can be abrasive, corrosive, or both. The defining characteristic of these pumps is their ability to resist wear and maintain efficiency while transporting these challenging fluids. Different designs cater to different slurry compositions and application requirements. slurry pump types are categorized based on their impeller design, casing style, and sealing arrangements.
The importance of selecting the correct slurry pump type cannot be overstated. Incorrect pump selection can lead to premature wear, reduced efficiency, increased maintenance costs, and even catastrophic failure. This can disrupt operations, compromise safety, and negatively impact the environment. Proper pump selection ensures reliable and efficient slurry handling, minimizing downtime and maximizing productivity.
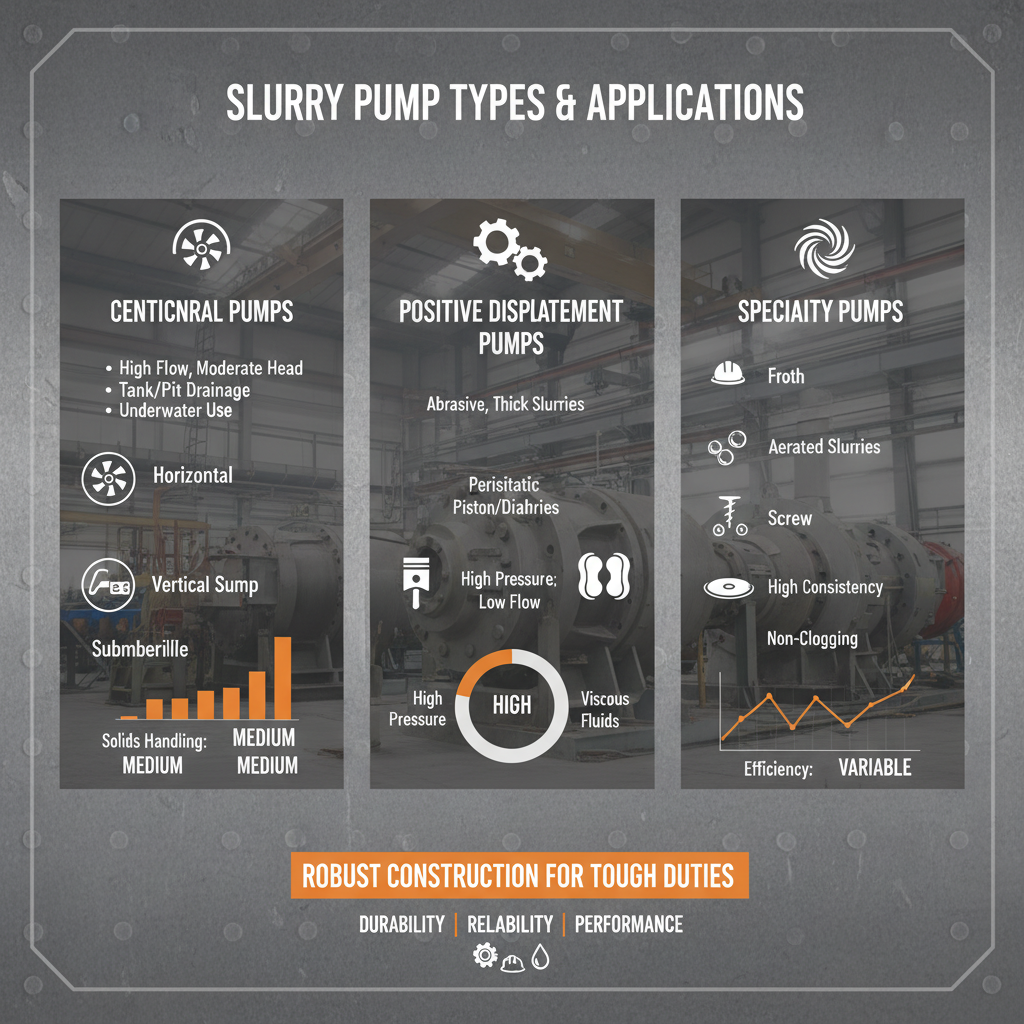
Centrifugal slurry pumps are best suited for high-volume, low-to-medium head applications with less viscous slurries. They are generally more affordable and easier to maintain. Positive displacement pumps, conversely, excel at handling highly viscous slurries and delivering consistent flow rates regardless of pressure changes, making them ideal for dosing or applications requiring precise control, but typically come with higher upfront costs and more complex maintenance requirements.
Selecting the right material is crucial when dealing with corrosive slurries. Common choices include stainless steel alloys (like 316SS), high-nickel alloys (like Hastelloy), and specialized polymers such as PTFE or UHMWPE. The specific material selection depends on the type of corrosive agent, its concentration, temperature, and the abrasion level of the slurry. Consulting with a pump manufacturer’s materials expert is highly recommended.
Impeller design significantly impacts a slurry pump’s ability to handle solids and maintain efficiency. Open impellers are preferred for slurries with large solids content, as they minimize clogging. Closed impellers are more efficient for cleaner slurries. Semi-open impellers provide a compromise. The impeller’s geometry, vane angle, and material also influence pump performance, wear resistance, and energy consumption.
Several strategies can minimize wear. Selecting the correct materials for the slurry’s composition is paramount. Regular inspections and preventative maintenance, including bearing lubrication and seal replacement, are essential. Minimizing abrasive particle size through pre-treatment or classification can also reduce wear. Furthermore, optimizing pump speed and flow rate can help reduce erosion and prolong pump life.
Variable Frequency Drives (VFDs) offer significant benefits when used with slurry pumps. They allow for precise control of pump speed, enabling optimization of flow rate and pressure based on process demands. VFDs can reduce energy consumption, minimize wear and tear on the pump, and prevent issues like cavitation and clogging. This leads to lower operating costs and increased pump reliability.
Determining the correct pump size requires a thorough assessment of several factors, including the slurry flow rate, head pressure, specific gravity, viscosity, and solids content. You’ll need to calculate the total dynamic head (TDH), accounting for static lift, friction losses in piping, and any pressure requirements at the discharge point. Consulting with a pump specialist or utilizing pump sizing software can help ensure accurate selection.
In conclusion, understanding slurry pump types is paramount for efficient, reliable, and sustainable operation across numerous industries. From selecting the appropriate pump type based on slurry characteristics to implementing preventative maintenance strategies and embracing innovative technologies, a comprehensive approach is essential for maximizing performance and minimizing lifecycle costs. The ability to effectively manage slurries has direct impacts on operational efficiency, environmental protection, and overall profitability.
Looking forward, the continued development of advanced materials, smart sensors, and digitalization will further revolutionize slurry pump technology. Investing in these innovations and prioritizing operator training will be critical for addressing the evolving challenges of slurry handling in a rapidly changing world. For comprehensive information and expert assistance in selecting the right slurry pump for your application, visit our website: www.hihornpump.com.

If you are interested in our products, you can choose to leave your information here, and we will be in touch with you shortly.








