In the demanding world of industrial mineral processing and waste management, the horizontal slurry pump stands as the backbone of material transport. These specialized machines are engineered to handle the most abrasive and corrosive fluids, ensuring that thick mixtures of solids and liquids move efficiently through a plant's piping system without causing catastrophic wear.
The global reliance on mining, dredging, and chemical processing has intensified the need for pumping solutions that balance high volumetric flow with extreme durability. Understanding the mechanics of a horizontal slurry pump is not just a technical requirement for engineers but a strategic necessity for operators looking to reduce downtime and optimize the total cost of ownership in harsh environments.
Whether it is transporting tailings in a remote mine or moving grit in a municipal wastewater plant, the efficiency of the pumping system directly impacts the bottom line. By integrating advanced metallurgy and fluid dynamics, the modern horizontal slurry pump enables industries to scale their operations while maintaining rigorous safety and environmental standards.
Global Industrial Significance of Horizontal Slurry Pumps
The global industrial landscape, particularly in regions like Australia, Canada, and Chile, relies heavily on the horizontal slurry pump to sustain the extraction of critical minerals. As the demand for lithium, copper, and gold rises to fuel the green energy transition, the volume of slurry—a mixture of water and crushed ore—that must be transported has increased exponentially. ISO standards for pumping equipment now emphasize not just flow rate, but the ability to resist erosion over thousands of operating hours.
The primary challenge facing the industry is the "abrasion-corrosion" cycle, where the chemical nature of the slurry strips away the protective oxide layer of the metal, leaving it vulnerable to physical wear from suspended particles. Without a robust horizontal slurry pump, plants face frequent unscheduled shutdowns, which can cost mining operations millions of dollars per day in lost productivity.
Defining the Mechanics of Horizontal Slurry Pumping
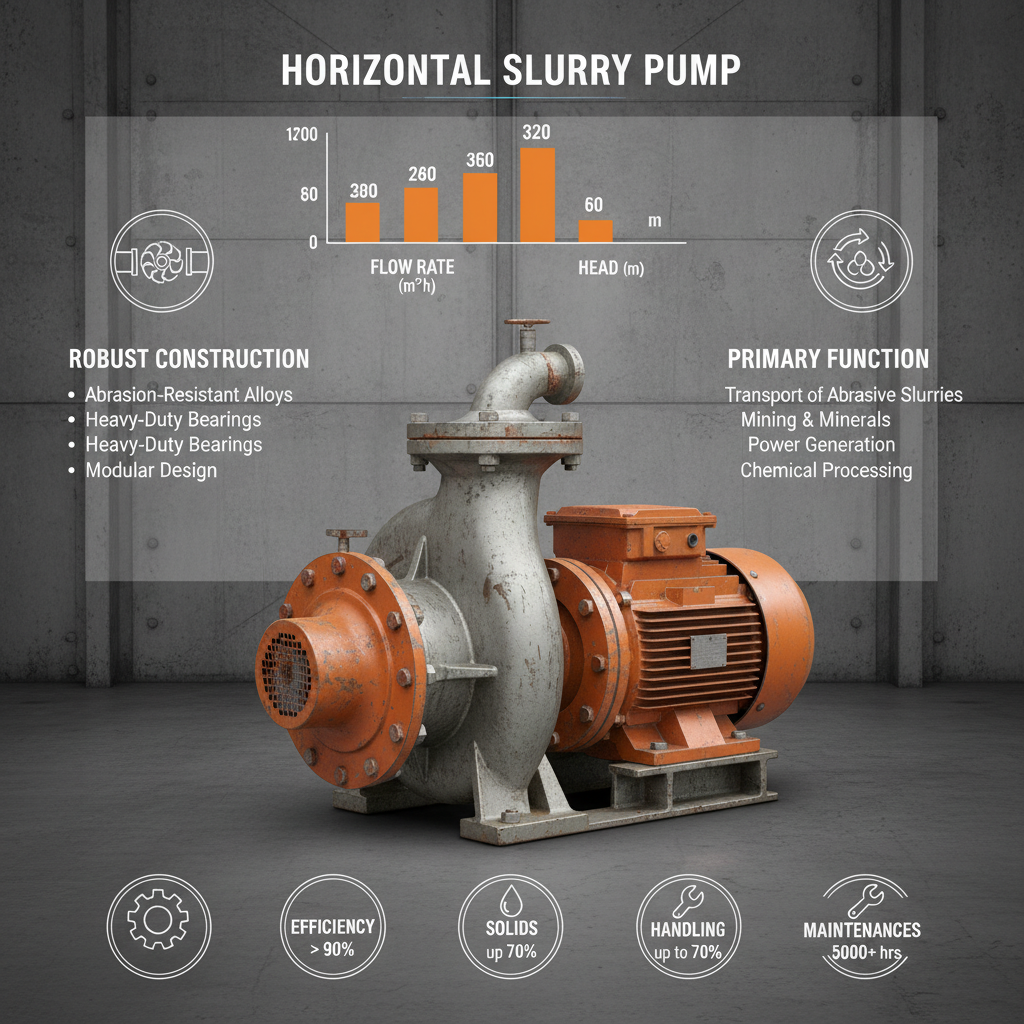
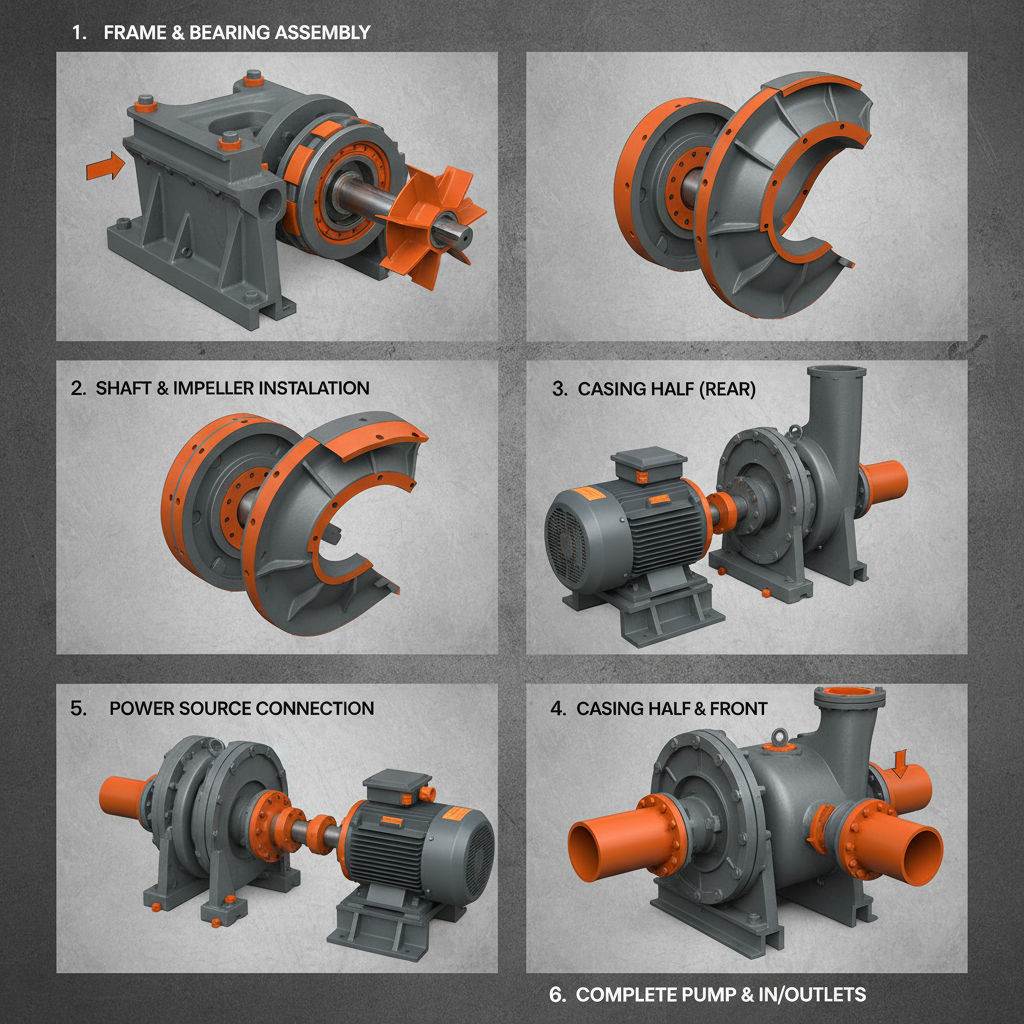
In simple terms, a horizontal slurry pump is a centrifugal pump designed specifically to move liquids containing high concentrations of solid particles. Unlike standard water pumps, these machines feature heavy-duty casings and impellers made from high-chrome alloys or natural rubber to withstand the constant "sandblasting" effect of the slurry. The horizontal orientation allows for easier installation, maintenance, and alignment with industrial motors.
From a humanitarian and environmental perspective, these pumps are vital for tailings management. By efficiently moving waste slurry to lined storage facilities, the horizontal slurry pump prevents toxic seepage into local groundwater and ensures that mining sites adhere to strict environmental safety regulations. This connection between heavy machinery and ecological preservation is a cornerstone of modern sustainable mining.
Technically, the operation relies on creating a pressure differential that forces the slurry from the suction side to the discharge side. The key is maintaining a "critical velocity"—the minimum speed required to keep solids suspended in the fluid to prevent the pipes from clogging. A well-configured horizontal slurry pump ensures this velocity is maintained consistently across the entire system.
Core Components Driving Pump Durability
The longevity of a horizontal slurry pump is primarily determined by its metallurgy. High-chrome white iron (typically 27% Cr) is the gold standard for handling abrasive particles, as it provides an extremely hard surface that resists the cutting action of mineral shards.
Another critical factor is the impeller design. In a horizontal slurry pump, the impeller is the heart of the machine; using an open or semi-open design allows larger solids to pass through without clogging, reducing the risk of cavitation and mechanical stress.
Finally, the sealing system—often comprising an expeller or a mechanical seal with a flushing system—prevents the abrasive slurry from leaking into the bearing housing. This protective barrier is what separates a high-performance horizontal slurry pump from a standard pump that would fail within days in a mining environment.
Performance Metrics and Operational Efficiency
Evaluating the efficiency of a horizontal slurry pump involves analyzing the trade-off between flow rate and wear rate. While increasing the pump speed can move more material, it also accelerates the erosion of the internals. Operators must find the "sweet spot" where the pump operates at its Best Efficiency Point (BEP) to maximize throughput while minimizing maintenance costs.
Modern monitoring systems now allow for real-time tracking of pump performance, enabling predictive maintenance. By monitoring vibration and pressure drops, companies can determine exactly when the liner of their horizontal slurry pump needs replacement, shifting from a reactive "fail-and-fix" model to a proactive "predict-and-prevent" strategy.
Efficiency Comparison of Various Horizontal Slurry Pump Configurations
Global Applications Across Diverse Sectors
The versatility of the horizontal slurry pump is evident in its wide adoption across the mining, petrochemical, and construction industries. In the mining sector, these pumps are used for transporting ore from the primary crusher to the processing plant, and later for moving tailings to the dam. In the dredging industry, they are essential for removing silt and sand from harbor floors to maintain navigable depths for global shipping.
Beyond heavy industry, the horizontal slurry pump plays a critical role in urban infrastructure. For instance, in large-scale wastewater treatment plants, they are used to handle sludge and grit, ensuring that the city's water systems remain clear and operational. Even in post-disaster relief, mobile slurry pumping units are deployed to remove mud and debris from flooded industrial zones to accelerate reconstruction efforts.
Long-Term Value and Economic Advantages
Investing in a high-quality horizontal slurry pump provides a tangible return on investment through reduced operational expenditure (OPEX). While the initial cost of a high-chrome pump is higher than a standard centrifugal pump, the extended mean time between failures (MTBF) drastically lowers the cost per ton of material moved.
Moreover, there is an emotional and social value tied to the reliability of these systems. In remote mining camps, a pump failure isn't just a technical glitch; it can halt production for an entire region, affecting the livelihoods of thousands of workers. A dependable horizontal slurry pump provides peace of mind to plant managers and ensures the safety of operators by reducing the need for frequent, risky manual interventions.
From a sustainability angle, optimized pumping reduces energy consumption. By selecting the correct horizontal slurry pump model and impeller size, companies can significantly lower their carbon footprint, aligning their operational goals with global ESG (Environmental, Social, and Governance) targets.
Future Innovations in Slurry Handling Technology
The future of the horizontal slurry pump is being shaped by the digital transformation. The integration of IoT (Internet of Things) sensors allows for "Smart Pumping," where the pump can automatically adjust its speed based on the slurry density detected in the pipeline. This prevents both excessive wear from over-speeding and clogging from under-speeding.
Material science is also evolving, with the introduction of nano-ceramic coatings and hybrid composites that offer the hardness of chrome with the flexibility of rubber. These innovations are enabling the horizontal slurry pump to handle even more aggressive chemicals and higher solid percentages, pushing the boundaries of what was previously thought possible in fluid transport.
Furthermore, the shift toward automation and unmanned plants means that the next generation of horizontal slurry pump systems will be designed for modular replacement. Quick-change cartridges and automated liner replacement systems are becoming a reality, ensuring that the "human element" is removed from the most dangerous parts of the maintenance process.
Technical Comparison of Horizontal Slurry Pump Material Options
| Material Type |
Abrasion Resistance |
Corrosion Resistance |
Ideal Application |
| High-Chrome Alloy |
Excellent (9/10) |
Moderate (5/10) |
Hard Rock Mining |
| Natural Rubber |
Good (7/10) |
Excellent (9/10) |
Acidic Tailings |
| Duplex Stainless Steel |
Moderate (6/10) |
Excellent (10/10) |
Chemical Processing |
| Polyurethane |
Very Good (8/10) |
Good (7/10) |
Sand & Grit Dredging |
| Ceramic Lined |
Supreme (10/10) |
High (8/10) |
Ultra-Abrasive Slurry |
| Cast Iron |
Low (3/10) |
Low (4/10) |
Light Duty Transfer |
FAQS
The main difference lies in the materials and design. A horizontal slurry pump is built with abrasion-resistant materials like high-chrome alloys or rubber and features a heavier casing to withstand the wear caused by solid particles. Standard centrifugal pumps are typically made of cast iron or stainless steel and would erode quickly if used to pump abrasive slurries.
Choice depends on the slurry characteristics. For sharp, hard particles (like ore), high-chrome alloys are best. For softer, smaller particles or chemically aggressive fluids, natural rubber or polyurethane is preferred. If you face both extreme abrasion and corrosion, specialized duplex steels or ceramic linings are recommended.
The most common failures are impeller erosion and seal leakage. These usually occur due to operating the pump too far from its Best Efficiency Point (BEP) or failing to maintain the critical velocity, which leads to solids settling in the pump casing and causing localized turbulence and rapid wear.
Yes, they are specifically designed for this. However, the capacity depends on the pump series. For instance, heavy-duty series like the HAH are designed for higher concentrations of solids, whereas others may require the slurry to be diluted to prevent clogging and reduce energy consumption.
Replacement intervals vary based on the abrasiveness of the material and the flow rate. In high-wear mining operations, liners might be replaced every 3-6 months, while in lighter dredging applications, they may last over a year. We recommend using ultrasonic thickness testing to monitor wear levels proactively.
No, a horizontal slurry pump is designed with a specific shaft alignment and bearing support system optimized for horizontal installation. If your site requires a vertical setup, you should look into submersible slurry pumps (like the HSSP series) or specialized vertical cantilever pumps.
Conclusion
The horizontal slurry pump remains an indispensable tool in the industrial world, bridging the gap between raw material extraction and refined product delivery. By combining superior metallurgy, precise fluid dynamics, and modern monitoring technologies, these pumps ensure that even the most hostile abrasive mixtures are moved safely and efficiently. From reducing operational downtime to enhancing environmental safety through better tailings management, the value of a high-performance pumping system is evident in every ton of material processed.
As we look toward the future, the integration of AI-driven predictive maintenance and advanced nano-materials will further extend the lifespan of the horizontal slurry pump, making industrial processes leaner and greener. For companies seeking to optimize their slurry handling, the focus should shift from the lowest initial purchase price to the lowest lifecycle cost. We invite you to explore our full range of professional pumping solutions to find the perfect fit for your operational needs. Visit our website: www.hihornpump.com