In the demanding world of industrial mineral processing and wastewater management, the vertical slurry pump stands as a cornerstone of operational efficiency. These specialized machines are engineered to handle the most abrasive and corrosive fluids, ensuring that heavy solids remain in suspension while being transported across complex industrial sites. By utilizing a vertical configuration, these pumps maximize floor space and simplify the suction process from sumps or tanks.
The global demand for efficient solids handling has surged as mining and chemical industries push for higher throughput and stricter environmental compliance. Implementing a high-performance vertical slurry pump allows operators to reduce downtime caused by clogging and premature wear, which are common pitfalls in horizontal pumping systems. Understanding the nuances of these pumps is critical for any facility aiming to optimize its fluid transport lifecycle.
From the depths of tailings ponds to the heart of power plant ash handling systems, the versatility of the vertical slurry pump is unmatched. By integrating advanced metallurgy and hydraulic design, these systems provide a reliable solution for moving "difficult" liquids, ensuring that industrial productivity remains uninterrupted regardless of the slurry's density or particle size.

Global Industrial Relevance of Vertical Slurry Pumps
On a global scale, the reliance on mineral extraction and chemical processing makes the vertical slurry pump an indispensable asset. According to industry benchmarks and ISO standards for fluid machinery, the ability to move high-density slurries vertically reduces the footprint of industrial plants by up to 30% compared to traditional horizontal layouts. This is particularly vital in regions like South America and Australia, where massive mining operations require efficient tailings management to prevent environmental disasters.
The primary challenge addressed by these pumps is the "settling" effect. In horizontal pipelines, heavy particles often settle, leading to catastrophic blockages. The vertical orientation of these pumps leverages gravity and centrifugal force more effectively, ensuring a constant flow of abrasive materials. This global shift toward verticality is not just about space; it is about the economic survival of plants that cannot afford hours of unplanned downtime due to pipe scouring or impeller failure.
Defining the Vertical Slurry Pump Mechanism
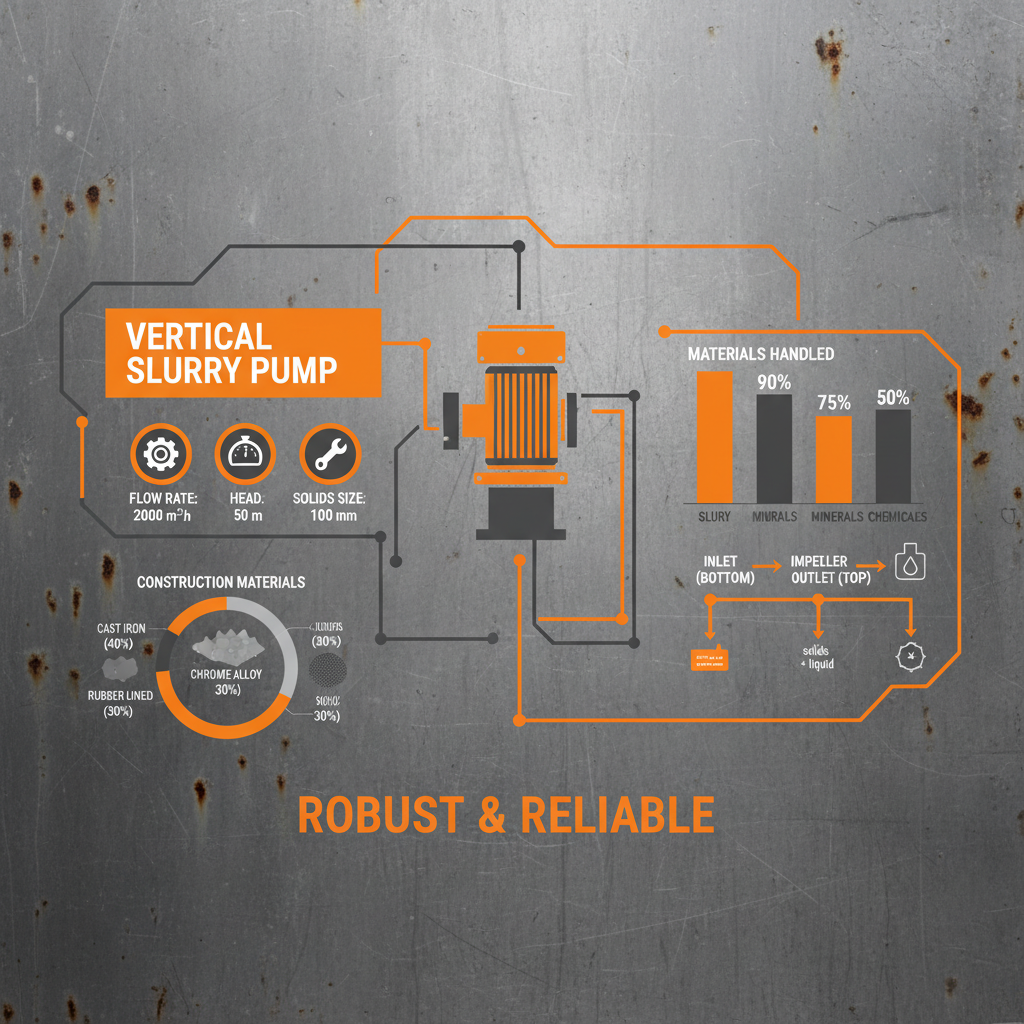
At its core, a vertical slurry pump is a centrifugal pump designed with a vertical shaft, where the impeller is typically submerged in the fluid source. Unlike standard water pumps, these are constructed from high-chrome alloys or natural rubber to resist the extreme friction caused by suspended solids such as sand, gravel, or chemical precipitates. The vertical design allows the pump to draw material directly from the bottom of a sump, eliminating the need for complex suction piping.
In the context of modern industry, these pumps serve as the "heart" of the waste-handling system. Whether it is transporting froth in a flotation cell or managing acidic tailings in a refinery, the pump must maintain a precise balance between flow rate and pressure. This connection to industrial humanitarian needs is evident in flood control and urban drainage projects, where vertical pumps clear sediment-heavy water to protect city infrastructure from erosion.
The mechanical synergy of a vertical slurry pump involves a motor mounted at the top, driving a long shaft that reaches the submerged impeller. This configuration prevents the motor from being exposed to the harsh, corrosive environment of the slurry, significantly extending the machine's operational lifespan and reducing the risk of electrical failure in wet environments.
Core Engineering Factors for Durability
Material selection is the most critical factor in the longevity of a vertical slurry pump. Engineers prioritize high-chromium cast iron for maximum abrasion resistance or specialty elastomers for corrosive chemical slurries. The interaction between the particle shape and the inner wall of the pump dictates the wear rate, making the choice of liner material a decisive factor in reducing the frequency of maintenance shutdowns.
Hydraulic efficiency in a vertical slurry pump is achieved through optimized impeller geometry. By reducing turbulence and preventing "dead zones" where solids can accumulate, the pump maintains a consistent velocity profile. This ensures that the slurry remains homogenized, preventing the impeller from experiencing uneven loads that could lead to shaft vibration or premature bearing failure.
Scalability and modularity allow these pumps to be adapted to various depths and flow requirements. From small-scale sump pumps to massive dredge-style vertical units, the ability to swap out wear parts—such as the impeller and throat liner—without dismantling the entire vertical column is a key design feature. This modularity ensures that the pump can evolve alongside the plant's production capacity.
Global Applications and Industrial Use Cases
The application of the vertical slurry pump spans across diverse sectors. In the mining industry of Canada and Chile, these pumps are used in thickeners and tailings ponds to move dense mineral waste. In the power generation sector, they are essential for removing fly ash from bottom ash hoppers, preventing the accumulation of slag that could compromise the structural integrity of the furnace area.
Beyond heavy industry, vertical slurry solutions are critical in municipal wastewater treatment plants globally. For instance, in densely populated Asian metropolises, these pumps are deployed in grit chambers to remove sand and debris from raw sewage before it reaches the biological treatment stage. This prevents downstream equipment from suffering abrasive damage, illustrating how a specialized pump serves a broader public utility purpose.
Performance Comparison of Vertical Slurry Pump Configurations
Long-Term Value and Operational Advantages
The long-term value of investing in a premium vertical slurry pump manifests in significantly lower Total Cost of Ownership (TCO). While the initial acquisition cost may be higher than standard pumps, the reduction in emergency repair costs and the extension of Mean Time Between Failures (MTBF) provide a clear economic advantage. Reliability in these systems fosters a sense of trust and safety for plant operators, knowing that the critical waste-removal path is secure.
Furthermore, the sustainability aspect cannot be overlooked. Efficient slurry transport reduces the energy required to move heavy fluids, directly lowering the carbon footprint of the industrial operation. By preventing leaks and overflows through superior sealing technology, vertical slurry pumps protect local groundwater and ecosystems, aligning industrial productivity with global environmental stewardship goals.
Future Trends in Slurry Handling Technology
The evolution of the vertical slurry pump is now being driven by the digital transformation of industry 4.0. We are seeing the integration of IoT sensors directly into the pump housing to monitor vibration, temperature, and wear in real-time. This transition from reactive to predictive maintenance allows operators to schedule liner replacements based on actual wear data rather than arbitrary time intervals, virtually eliminating unplanned downtime.
Material science is also pushing boundaries with the introduction of nano-composite coatings and 3D-printed impellers. These innovations allow for "topological optimization," where the internal geometry of the vertical slurry pump is fine-tuned to the specific particle size of the slurry being moved. This results in higher hydraulic efficiency and reduced energy consumption, making the pumping process "greener."
Additionally, there is a growing trend toward automation and remote-controlled slurry management. Integrated variable frequency drives (VFDs) now allow pumps to adjust their flow rate automatically based on the slurry density detected by ultrasonic sensors. This ensures that the pump always operates at its Best Efficiency Point (BEP), regardless of the fluctuations in the input material.
Common Challenges and Expert Solutions
One of the most persistent challenges with a vertical slurry pump is cavitation, which occurs when the pressure drops and vapor bubbles form, eventually collapsing and pitting the impeller. To combat this, experts recommend the installation of sophisticated NPSH (Net Positive Suction Head) calculation tools during the design phase and the use of larger suction inlets to reduce fluid velocity at the entry point.
Another common issue is shaft misalignment due to the long vertical distance between the motor and the impeller. This can cause excessive vibration and bearing wear. The solution lies in the implementation of precision-machined guide bearings and the use of high-stiffness shafts. Regular laser alignment checks are now becoming standard practice to ensure the rotational axis remains perfectly vertical.
Finally, handling "extreme" slurries—those with highly acidic or alkaline properties—requires a departure from standard alloys. The solution is the adoption of multi-layer lining systems, combining a hard ceramic face for abrasion resistance with a chemical-resistant polymer backing. This hybrid approach ensures that the vertical slurry pump can survive the most aggressive chemical environments.
Comparative Analysis of Vertical Slurry Pump Performance Solutions
| Challenge Type |
Root Cause |
Recommended Solution |
Efficiency Gain |
| Abrasive Wear |
High particle velocity |
High-Chrome Alloy Liners |
9/10 |
| Cavitation |
Low suction pressure |
NPSH Optimization |
8/10 |
| Shaft Vibration |
Vertical misalignment |
Laser Alignment Systems |
7/10 |
| Chemical Corrosion |
Acidic slurry pH |
Rubber/Polymer Lining |
9/10 |
| Clogging |
Large particle size |
Open-Impeller Design |
8/10 |
| Energy Waste |
Constant speed operation |
VFD Implementation |
10/10 |
FAQS
The primary advantage is the elimination of suction piping. A vertical slurry pump is installed directly over the sump, allowing it to draw materials from the lowest point using gravity. This prevents the "sediment buildup" common in horizontal suction lines and significantly reduces the installation footprint, making it ideal for tight industrial spaces.
The choice depends on the nature of the solids. High-chrome alloys are superior for sharp, hard particles (like mineral ores) that cause abrasive wear. Rubber liners are far more effective for softer, smaller particles or highly corrosive chemical slurries where flexibility and chemical resistance are more important than raw hardness.
Lifespans vary wildly based on slurry concentration and particle hardness. However, with high-quality chrome alloys and optimized hydraulic flow, many industrial pumps achieve 12 to 24 months of operation before requiring a liner change. Implementing predictive IoT monitoring can help extend this by optimizing flow rates to reduce wear.
Yes, but it requires specific impeller adjustments. High-viscosity fluids increase the drag on the impeller, requiring a more powerful motor and a modified impeller pitch to maintain flow. We recommend consulting a hydraulic engineer to ensure the pump's NPSH is sufficient to prevent cavitation in thick fluids.
The most effective method is the installation of intermediate guide bearings along the shaft length to prevent "whipping." Additionally, ensuring a perfectly level base plate and using laser alignment tools during the installation of the motor and coupling will minimize vibration and protect the bearings from premature failure.
While moving slurry requires more energy than moving water, modern vertical slurry pumps are highly efficient. By utilizing Variable Frequency Drives (VFDs) and optimized impeller geometries, operators can reduce energy consumption by 15-25% by matching pump speed to the actual slurry density in real-time.
Conclusion
In summary, the vertical slurry pump is an essential engineering solution for any industry dealing with abrasive, high-density fluids. By combining strategic material selection, vertical hydraulic advantages, and modern digital monitoring, these pumps resolve the critical challenges of wear, space constraints, and operational downtime. The transition from basic centrifugal pumping to specialized vertical slurry management is what separates high-efficiency plants from those plagued by constant maintenance cycles.
Looking forward, the integration of AI-driven predictive maintenance and advanced nano-materials will further elevate the reliability of slurry handling. For companies seeking to optimize their mineral processing or waste management workflows, investing in a high-performance vertical system is no longer optional—it is a strategic necessity for sustainable growth. We invite you to explore our full range of industrial pumping solutions to find the perfect fit for your operational needs. Visit our website: www.hihornpump.com