In the demanding world of heavy industry, the ability to move abrasive, thick, and corrosive fluids is a fundamental operational necessity. An industrial slurry pump is specifically engineered to handle these challenging mixtures—composed of solids suspended in liquid—which would quickly erode or clog a standard water pump. From mining tailings to chemical processing, these machines are the unsung heroes of material transport.
Globally, the efficiency of slurry transport directly impacts the profitability and sustainability of resource extraction and manufacturing. Whether it is the transport of mineral ores in Australia or wastewater treatment in Europe, the precision of the pumping system determines the energy consumption and maintenance downtime of the entire facility. Understanding the nuances of slurry density, particle size, and flow velocity is critical for any engineer aiming to optimize throughput.
Selecting the right industrial slurry pump is not merely a procurement decision but a strategic one. By integrating advanced materials like high-chrome alloys and optimizing hydraulic designs, companies can significantly extend the mean time between failures (MTBF), reducing operational risks and ensuring a steady flow of production in even the harshest environments.

Global Industry Context and Relevance of Slurry Pumping
The global reliance on mineral resources and industrial chemicals has pushed the demand for the industrial slurry pump to unprecedented levels. According to industry benchmarks and ISO standards for pumping systems, the ability to maintain consistent volumetric flow while handling high-density solids is a primary driver of industrial efficiency. In regions like the Asia-Pacific and Latin America, where mining is a cornerstone of the economy, the failure of a single pump can lead to millions of dollars in lost production per day.
The core challenge lies in the abrasive nature of the materials being moved. Traditional centrifugal pumps often succumb to rapid wear when exposed to slurry, leading to frequent unplanned shutdowns. Modern industrial contexts require solutions that balance high flow rates with extreme wear resistance, pushing the boundaries of metallurgy and fluid dynamics to ensure that global supply chains for metals and minerals remain uninterrupted.
Defining the Industrial Slurry Pump and Its Purpose
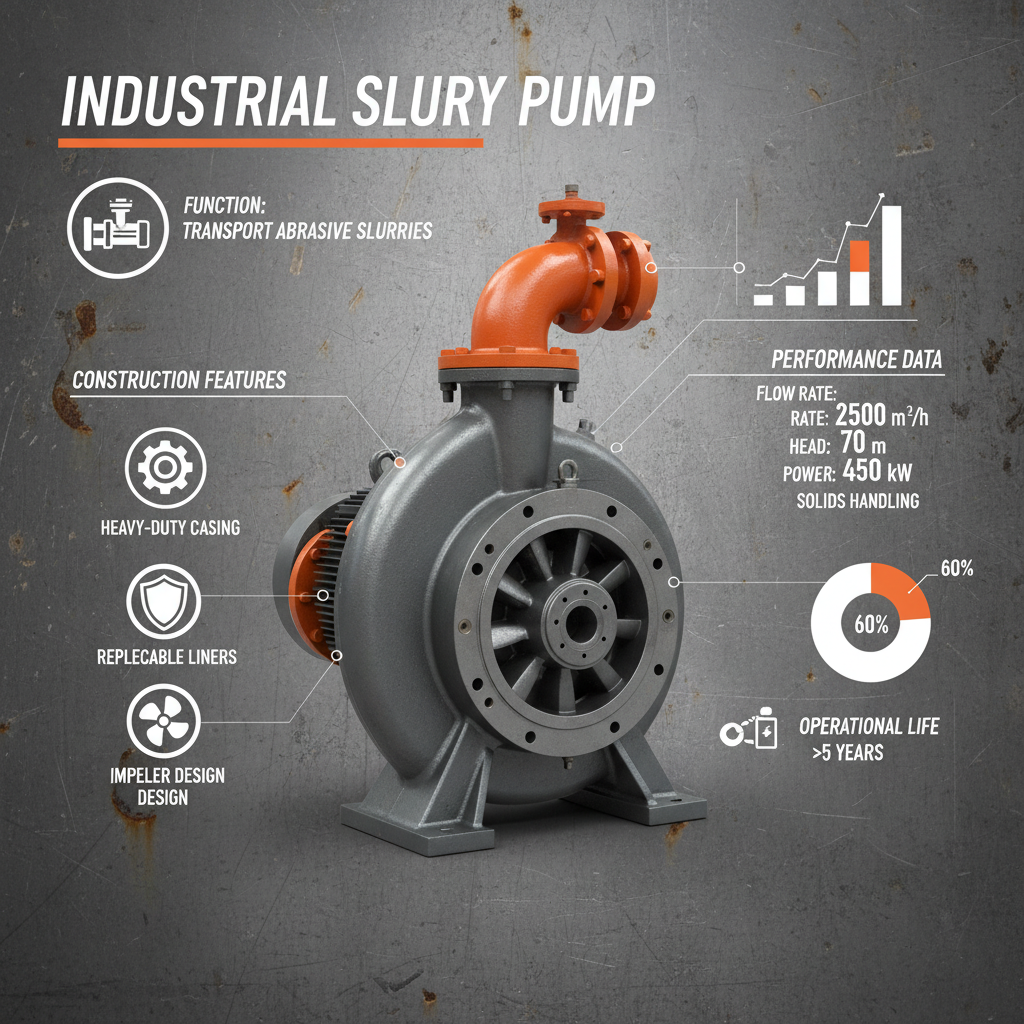
In simple terms, an industrial slurry pump is a heavy-duty machine designed to transport fluids containing suspended solid particles. Unlike clean water pumps, these are constructed with reinforced linings and specialized impellers to resist the "sandblasting" effect that occurs when solids collide with the pump's internal surfaces at high velocities.
Beyond the technical definition, these pumps serve a vital humanitarian and environmental role. For instance, in wastewater treatment plants, slurry pumps move sludge for processing, preventing environmental contamination of local waterways. In the construction sector, they are essential for dredging and land reclamation, enabling the development of infrastructure in coastal regions.
The versatility of these pumps is evident in the variety of available models. From the HAF Series Froth Pumps used in mineral flotation to the HSSP Series Submersible Slurry Pumps for deep-pit drainage, each design is tailored to a specific viscosity and particle size, ensuring that the pump does not just move the liquid, but keeps the solids in suspension to prevent pipeline blockage.
Core Components Ensuring Pump Durability and Efficiency
The longevity of an industrial slurry pump depends heavily on its material composition. High-chrome alloys and natural rubber linings are frequently employed to create a barrier against abrasion. These materials are selected based on the pH level and the hardness of the particles being transported, ensuring the pump casing doesn't thin out over time.
Another critical factor is the impeller design. For an industrial slurry pump, the impeller must be balanced to minimize vibration while maintaining a velocity high enough to prevent solids from settling. The use of semi-open or open impellers allows larger particles to pass through without causing internal blockages or catastrophic cavitation.
Finally, the sealing mechanism—often a combination of mechanical seals and gland packing—is what protects the motor from the abrasive slurry. A failure in the seal can lead to immediate bearing contamination, which is why high-end systems often incorporate flush water systems to keep the sealing faces clean and cool, maximizing the operational lifespan of the equipment.
Comparative Performance of Different Slurry Pump Types
Different industrial needs require different pumping architectures. For example, the HG Series Gravel Pump is designed for larger solids, whereas the HZ Series Slurry Pump is optimized for higher flow rates of finer particles. Selecting the wrong type can lead to excessive energy consumption or premature wear of the internal components.
When evaluating performance, engineers look at the trade-off between efficiency and wear life. A pump designed for maximum efficiency might have thinner walls to reduce friction, while a heavy-duty pump like the HAH Series prioritizes thickness and material hardness to survive in the most aggressive slurry environments.
Efficiency and Durability Ratings by Pump Category
Global Applications and Real-World Use Cases
The application of the industrial slurry pump spans across various sectors. In the mining industry, these pumps are used for tailings management, moving waste materials to storage dams to prevent leakage. In remote industrial zones in Africa and South America, the reliability of these pumps is critical for the survival of ore processing plants that operate far from maintenance hubs.
Beyond mining, the HWN Series Dredge Pump is utilized in harbor maintenance and coastal engineering to clear silt and sand, ensuring safe navigation for global shipping. In power plants, slurry pumps handle fly ash removal, turning a waste product into a usable material for cement manufacturing, thus contributing to a circular economy.
Long-Term Value: Sustainability and Reliability
Investing in a high-quality industrial slurry pump provides immense long-term value by reducing the Total Cost of Ownership (TCO). While the initial capital expenditure may be higher for premium materials, the reduction in replacement parts and the avoidance of costly unplanned downtime result in a much lower cost per ton of material moved.
From a sustainability perspective, modern pumps are designed for energy efficiency. By optimizing the hydraulic path, these pumps reduce the electricity required to move viscous slurries, lowering the carbon footprint of the entire industrial process. This alignment with green energy goals makes them essential for companies pursuing ESG (Environmental, Social, and Governance) targets.
Furthermore, the reliability of these systems enhances workplace safety. A pump failure in a slurry line can lead to hazardous spills or pressure bursts. By utilizing trusted brands and OEM spare parts, operators can ensure a stable, predictable environment, giving them the confidence to scale their operations without fearing a system collapse.
Future Innovations in Slurry Pumping Technology
The future of the industrial slurry pump is being shaped by the Industrial Internet of Things (IIoT). Smart sensors are now being integrated into pump housings to monitor vibration, temperature, and wear in real-time. This shift toward predictive maintenance allows operators to replace a liner just before it fails, rather than reacting to a breakdown.
Material science is also evolving, with the introduction of ceramic-matrix composites and nano-coatings that offer even higher hardness than traditional high-chrome alloys. These innovations aim to virtually eliminate the impact of abrasion, potentially extending the life of the pump internals by 200-300%.
Automation is the third pillar of innovation. Variable Frequency Drives (VFDs) are becoming standard, allowing the pump to adjust its speed based on the actual density of the slurry in the pipe. This prevents "slugging" and ensures the most energy-efficient operation possible.
Analysis of Slurry Pump Series by Application and Performance
| Pump Series |
Primary Application |
Abrasion Resistance |
Energy Efficiency |
| HAH Series |
Heavy Duty Mining |
10/10 |
7/10 |
| HAF Series |
Froth/Flotation |
7/10 |
9/10 |
| HG Series |
Gravel/Coarse Sand |
9/10 |
8/10 |
| HSSP Series |
Sump Drainage |
8/10 |
7/10 |
| HWN Series |
Dredging Operations |
8/10 |
8/10 |
| HZ Series |
General Slurry |
8/10 |
9/10 |
FAQS
The primary difference lies in material construction and hydraulic design. A standard pump is built for clean liquids and would be quickly eroded by solids. An industrial slurry pump uses specialized materials like high-chrome alloys or rubber linings to resist abrasion and features an impeller design that prevents clogging while maintaining the velocity required to keep solids in suspension.
The choice depends on the slurry's characteristics. High-chrome alloys are ideal for high-pressure, high-impact, and coarse-particle slurries (e.g., mining tailings). Natural rubber is better for finer particles and corrosive chemicals where "elastic" wear resistance is more effective than hardness. Consulting a technical datasheet for your specific material is always recommended.
Yes, but specific designs are required. For applications involving froth or high air content, the HAF Series Froth Pump is specifically engineered to handle the different density and aeration levels without losing prime or suffering from severe cavitation, which would destroy a standard slurry pump.
Replacement intervals vary wildly based on the abrasiveness of the medium and the flow rate. However, implementing a predictive maintenance schedule using vibration analysis and flow monitoring is the gold standard. Generally, liners and impellers are checked quarterly, but in extreme mining environments, they may be replaced every few months.
Absolutely. The HSSP Series Submersible Slurry Pumps are specifically designed for this. They combine the pump and motor into a single, sealed unit that can be lowered directly into the sump, eliminating the need for long suction pipes and reducing the risk of cavitation in deep-pit drainage scenarios.
The most effective way is to install a Variable Frequency Drive (VFD) to match pump speed to the slurry density. Additionally, ensuring that the pump is operating at its Best Efficiency Point (BEP) and maintaining a smooth internal surface through proper liner selection can significantly reduce friction and energy loss.
Conclusion
The industrial slurry pump is more than just a piece of hardware; it is a critical engine of industrial productivity. From the selection of high-chrome alloys to the implementation of IIoT-driven predictive maintenance, every detail contributes to a system that can withstand the most brutal environments on earth. By balancing durability, energy efficiency, and precise hydraulic engineering, these pumps ensure that global mining, dredging, and waste management operations remain viable and sustainable.
Looking forward, the integration of smarter materials and automation will continue to push the boundaries of what is possible in fluid transport. For companies seeking to optimize their operational costs and reduce downtime, the shift toward high-performance, specialized slurry solutions is no longer optional—it is a competitive necessity. We invite you to explore our full range of HAF, HAH, HG, and other specialized series to find the perfect fit for your operation. Visit our website: www.hihornpump.com