Slurry pump price is a critical factor across a vast range of industries, from mining and wastewater treatment to agriculture and construction. Understanding the nuances of slurry pump pricing isn’t just about securing the lowest initial cost; it’s about assessing long-term value, operational efficiency, and minimizing downtime. The global demand for reliable and cost-effective slurry handling solutions continues to grow, making a comprehensive understanding of the variables influencing slurry pump price increasingly important.
The market for slurry pumps is significant, estimated at billions of dollars annually, and is directly linked to global infrastructure development and resource extraction. According to the World Bank, investments in water and sanitation infrastructure alone require substantial funding, much of which relies on efficient slurry handling systems. Fluctuations in raw material costs, energy prices, and manufacturing processes directly impact slurry pump price, making it a dynamic and ever-changing landscape.
Effectively navigating the complexities of slurry pump price is paramount for project managers, engineers, and procurement professionals. Choosing the right pump, considering its total cost of ownership, and understanding the supplier landscape can translate into significant savings and improved project outcomes. Failing to do so can lead to costly repairs, operational inefficiencies, and project delays.
Introduction to Slurry Pump Price
Understanding slurry pump price requires recognizing it as a multifaceted value proposition. It's not merely the sticker price of the equipment, but a compilation of factors including material costs, manufacturing complexity, performance characteristics, and anticipated maintenance needs. A lower initial slurry pump price doesn't always equate to the lowest overall cost of operation.
The diverse range of slurry types – from abrasive mining tailings to corrosive chemical mixtures – dictates the necessity for specialized pump designs and materials. These variations contribute significantly to the final slurry pump price. Furthermore, the scale of the operation – whether a small-scale agricultural application or a large-scale industrial processing plant – influences the pump size, configuration, and ultimately, the price point.
Defining Slurry Pump Price
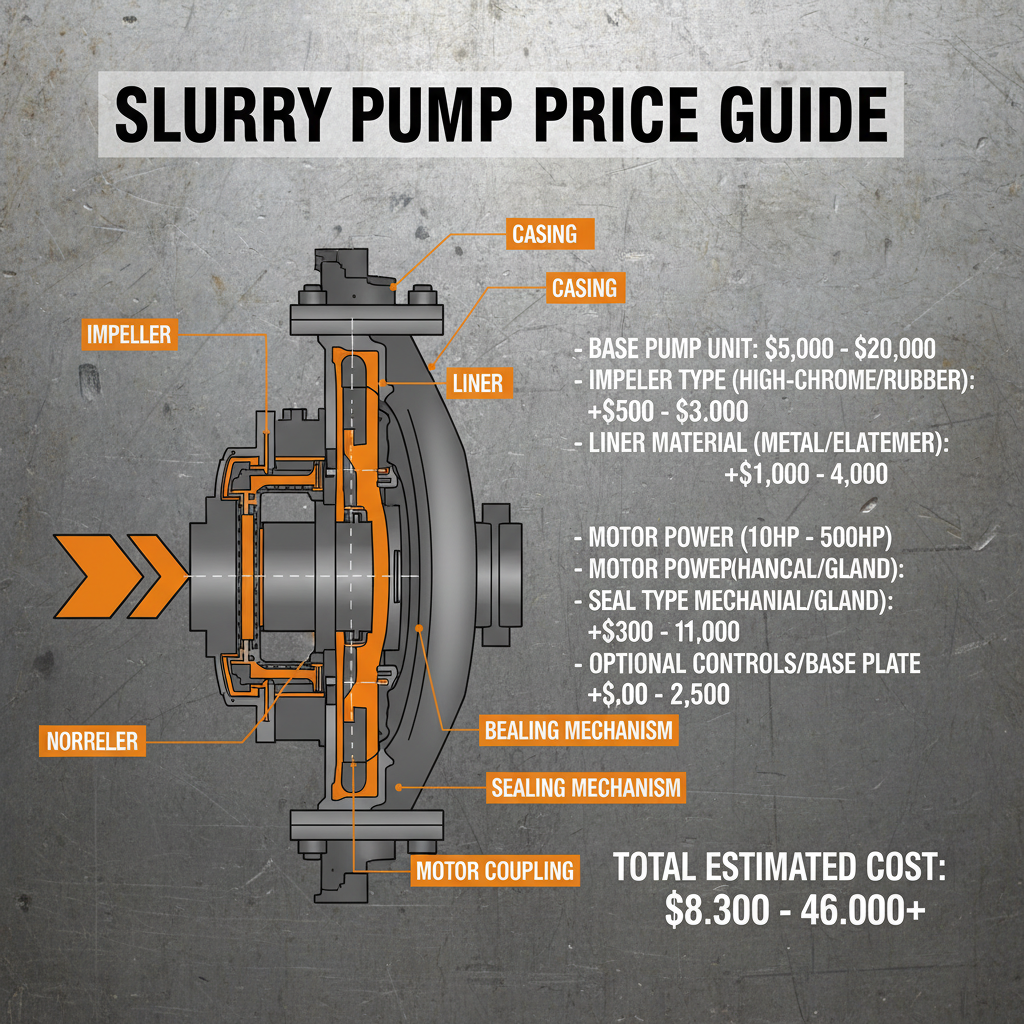
Slurry pump price refers to the total cost associated with acquiring and implementing a pump designed to transport abrasive or solid-laden fluids – known as slurries. This encompasses not only the initial purchase price of the pump itself but also associated costs such as installation, commissioning, and any necessary auxiliary equipment like motors, piping, and control systems.
In a modern industrial context, slurry pump price is inextricably linked to process efficiency and operational reliability. Industries like mining, wastewater treatment, and oil & gas rely on these pumps for critical processes, making them vital components of their overall infrastructure. The efficient and dependable transport of slurries directly impacts productivity, environmental compliance, and safety.
For humanitarian needs, accessible and affordable slurry pump price is equally important, such as in disaster relief efforts for handling debris or in providing clean water solutions in developing countries. A well-considered slurry pump price strategy can contribute to both economic viability and social responsibility.
Key Factors Influencing Slurry Pump Price
Several core components influence slurry pump price. First, material selection is crucial. Pumps handling highly abrasive slurries require hardened materials like high-chrome alloys or ceramic linings, which increase cost compared to pumps for less abrasive fluids. The chosen materials directly impact the pump’s lifespan and resistance to wear and tear.
Second, pump type and design significantly impact slurry pump price. Centrifugal pumps are generally more affordable than positive displacement pumps, but the latter offer superior performance for highly viscous or abrasive slurries. The complexity of the pump's internal design, including impeller geometry and casing configuration, also adds to the price.
Third, pump size and capacity directly correlate with slurry pump price. Larger pumps capable of handling higher flow rates and solids concentrations are naturally more expensive. Fourth, manufacturing processes and quality control standards adopted by the manufacturer will affect price. Premium manufacturers with rigorous testing procedures will typically charge higher prices. Finally, market dynamics, including supply and demand, and currency fluctuations, play a role in overall slurry pump price.
Global Applications and Use Cases
Slurry pumps are indispensable in a diverse array of global applications. In the mining industry, they are critical for transporting ore slurries, tailings, and process water. In wastewater treatment plants, slurry pumps handle sewage, sludge, and grit. The agricultural sector utilizes them for pumping irrigation water and manure slurries.
In remote industrial zones, like oil sands operations in Canada or large-scale copper mines in Chile, reliable and cost-effective slurry handling is vital for efficient production. In post-disaster relief operations, portable slurry pumps are used to remove debris and floodwater, facilitating access and recovery efforts.
Furthermore, the chemical processing industry utilizes slurry pumps for handling various corrosive and abrasive mixtures. Emerging applications include geothermal energy extraction, where slurry pumps transport abrasive geothermal fluids, and the burgeoning field of biofuel production.
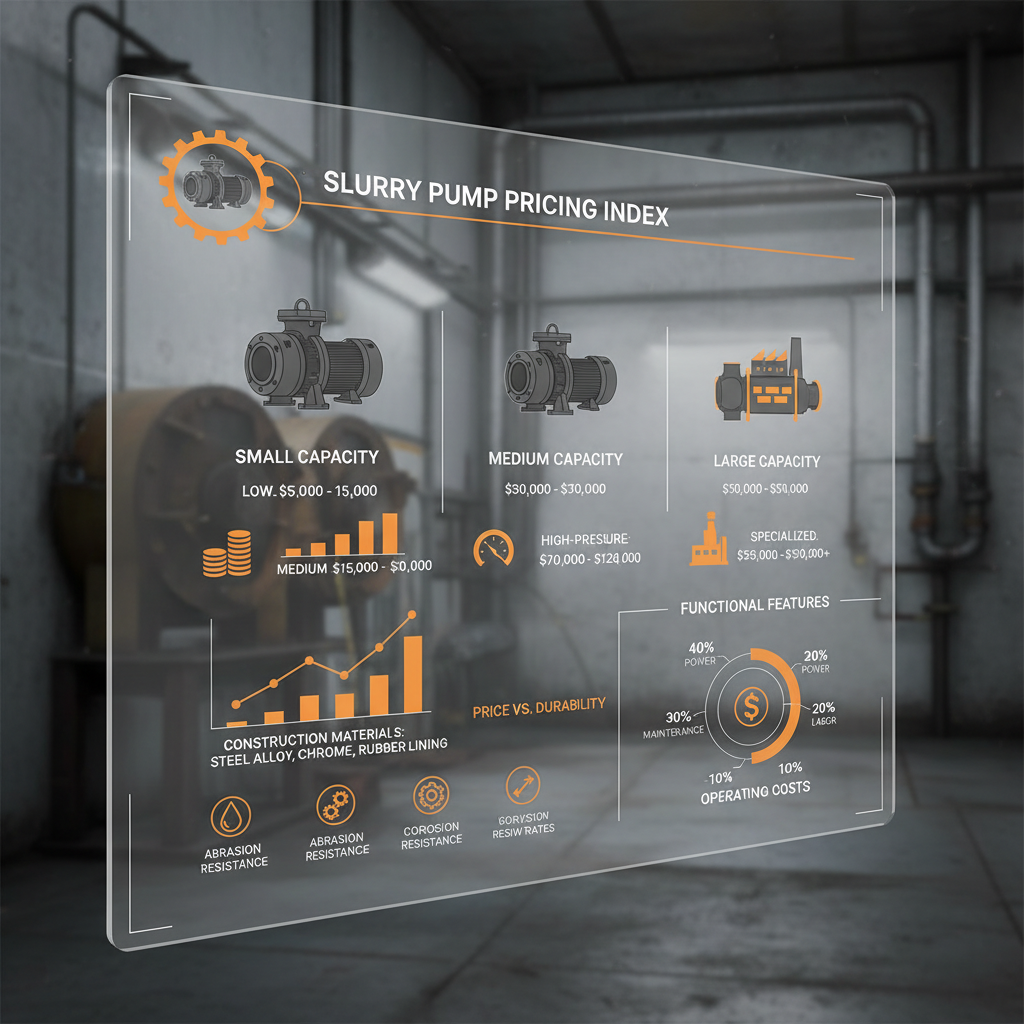
Slurry Pump Price Comparison by Application
Advantages and Long-Term Value
Investing in a high-quality slurry pump, even at a higher initial slurry pump price, offers significant long-term advantages. Reduced downtime, decreased maintenance costs, and increased operational efficiency all contribute to a lower total cost of ownership. Durable pumps constructed from robust materials minimize the need for frequent repairs or replacements, saving both time and money.
Beyond cost savings, selecting a reliable slurry pump enhances safety and environmental sustainability. Minimizing pump failures reduces the risk of spills or leaks, protecting both workers and the environment. Furthermore, innovative pump designs can improve energy efficiency, reducing carbon emissions and lowering operating costs. Choosing the right pump builds trust with stakeholders and positions your operation as responsible and forward-thinking.
Future Trends and Innovations
The future of slurry pump technology is focused on enhancing efficiency, reducing environmental impact, and integrating smart technologies. Developments in materials science, such as the use of advanced ceramics and polymers, are leading to pumps with increased wear resistance and extended lifespans, influencing slurry pump price in the long run.
Digital transformation is also playing a crucial role, with the integration of sensors, data analytics, and remote monitoring systems. These technologies enable predictive maintenance, optimizing pump performance and minimizing downtime. Furthermore, the adoption of variable frequency drives (VFDs) allows for precise control of pump speed, reducing energy consumption and optimizing slurry handling.
Challenges and Solutions
One common challenge is accurately assessing the characteristics of the slurry being pumped. Incorrectly estimating solids content, particle size, or abrasiveness can lead to premature pump failure and increased maintenance costs. Proper slurry analysis and pump selection are crucial to mitigate this risk.
Another challenge is dealing with fluctuating slurry conditions. Variations in flow rate, solids concentration, or temperature can impact pump performance. Implementing automated control systems and utilizing pumps with adjustable impellers can help address this issue. Furthermore, preventative maintenance programs and regular inspections are essential for identifying and addressing potential problems before they escalate.
Finally, the initial slurry pump price can be a barrier for smaller operations. Exploring options like leasing or refurbished pumps can provide cost-effective alternatives without compromising performance.
Table summarizing the Factors influencing Slurry Pump Price
| Factor Category |
Impact on Price |
Mitigation Strategy |
Estimated Price Influence (1-10) |
| Material Selection |
Higher cost for abrasion-resistant materials |
Careful slurry analysis to optimize material choice |
8 |
| Pump Type and Design |
Positive displacement pumps are generally more expensive |
Select the pump type best suited for the slurry characteristics |
7 |
| Pump Size and Capacity |
Larger pumps are more expensive |
Optimize pump size based on actual flow rate requirements |
6 |
| Manufacturing Quality |
Rigorous testing and quality control increase costs |
Choose reputable manufacturers with proven track records |
9 |
| Market Conditions |
Supply/demand, currency fluctuations impact prices |
Monitor market trends and consider long-term contracts |
5 |
| Auxiliary Equipment |
Motors, piping, and control systems add to the overall cost |
Bundle purchases or consider standardized components |
4 |
FAQS
The primary drivers of slurry pump price include the materials of construction (resistance to abrasion and corrosion), the pump's design and complexity, its capacity (flow rate and head), the quality of manufacturing processes, and prevailing market conditions. Specifically, using specialized materials like high-chrome alloys or ceramics can significantly increase the initial slurry pump price but reduce long-term maintenance costs.
Pump size and capacity are directly correlated with slurry pump price. Larger pumps, capable of handling greater flow rates and higher solids concentrations, require more materials, more robust construction, and more powerful motors. This translates into a higher upfront cost. However, choosing the correctly sized pump for your application is crucial to avoid inefficiencies and premature wear.
Total cost of ownership encompasses the initial slurry pump price, installation costs, energy consumption, maintenance expenses (parts and labor), and downtime costs. Investing in a higher-quality pump with a higher initial price can often result in lower long-term costs due to reduced maintenance, improved energy efficiency, and increased reliability.
Refurbished slurry pumps can be a viable option for smaller operations or applications where cost is a primary concern. However, it’s crucial to source refurbished pumps from reputable suppliers who provide warranties and have a thorough inspection and repair process. The overall lifespan and performance may not match that of a new pump.
Implementing a proactive maintenance program, including regular inspections, lubrication, and wear part replacement, is crucial. Monitoring pump performance data, such as vibration levels and flow rates, can help identify potential issues before they lead to costly failures. Selecting the correct pump for the application and optimizing slurry handling practices also contribute to long-term cost savings.
Energy efficiency is an increasingly important factor in slurry pump price considerations. Utilizing variable frequency drives (VFDs) allows for precise control of pump speed, reducing energy consumption during periods of lower demand. Choosing pumps with high efficiency ratings can also significantly lower operating costs over the pump’s lifespan.
Conclusion
In conclusion, slurry pump price is a complex metric extending beyond the initial purchase cost. It represents a comprehensive evaluation of materials, design, application, and long-term operational factors. A strategic approach to slurry pump selection, considering total cost of ownership and prioritizing reliability and efficiency, is essential for maximizing return on investment and ensuring optimal performance.
Looking ahead, continued innovation in materials science, digital technologies, and pump design will drive further improvements in slurry pump efficiency and reduce overall costs. By embracing these advancements and adopting proactive maintenance strategies, industries can unlock significant benefits and ensure the long-term sustainability of their slurry handling operations. For further information and to discuss your specific slurry pump needs, visit our website: slurry pump price.