Slurry pump manufacturers are critical components in a vast array of industries, from mining and wastewater treatment to agriculture and chemical processing. These specialized pumps are designed to efficiently move abrasive, corrosive, and highly viscous fluids – materials that would quickly destroy conventional pumps. The global demand for robust and reliable slurry pumping solutions is steadily increasing, driven by expanding infrastructure projects, stricter environmental regulations, and the need for efficient resource extraction. Understanding the nuances of slurry pump technology and the capabilities of different slurry pump manufacturers is therefore essential for professionals across numerous sectors.
The importance of selecting the right slurry pump manufacturer stems from the significant costs associated with downtime, maintenance, and premature pump failure. Inefficient or poorly designed pumps can lead to production bottlenecks, environmental hazards, and substantial financial losses. Leading slurry pump manufacturers invest heavily in research and development, focusing on materials science, hydraulic design, and advanced monitoring systems to deliver pumps that are not only durable but also energy-efficient and environmentally responsible. This focus on innovation is what sets top manufacturers apart and ensures long-term operational success for their clients.
Ultimately, the expertise of slurry pump manufacturers directly impacts the efficiency, safety, and sustainability of industrial processes worldwide. Choosing a reputable partner with a proven track record is crucial for optimizing performance and minimizing the total cost of ownership. The growth in emerging economies further underscores the importance of sourcing reliable slurry pumping solutions that can withstand harsh operating conditions and contribute to long-term economic development.
The role of slurry pump manufacturers extends far beyond simply producing pumps; it's about providing integrated solutions tailored to the specific challenges of each application. Effective slurry pump manufacturers collaborate closely with clients to understand their process requirements, fluid characteristics, and operating environments. This collaborative approach ensures that the selected pump not only meets performance expectations but also maximizes uptime, reduces maintenance costs, and enhances overall system efficiency.
Without the specialized expertise of these manufacturers, industries would struggle to manage the complexities of handling abrasive and corrosive materials. The impact on operational efficiency, environmental compliance, and worker safety would be significant. Therefore, the selection of a qualified and reputable slurry pump manufacturer is a critical investment.
When selecting a slurry pump manufacturer, consider their experience, expertise in handling your specific slurry type, material quality, after-sales support, and overall reputation. Look for manufacturers with a proven track record of delivering reliable and efficient pumps tailored to your application's needs. Checking references and requesting case studies can also provide valuable insights.
The frequency of maintenance depends on the operating conditions and slurry characteristics. However, regular inspections, lubrication, and wear part replacements are crucial. Manufacturers typically provide recommended maintenance schedules. Implementing a preventative maintenance program, including vibration analysis and performance monitoring, can significantly extend pump life and reduce downtime.
Common causes of slurry pump failure include abrasive wear, corrosion, erosion, cavitation, and seal failures. Improper pump selection, inadequate maintenance, and exceeding design limits can also contribute to premature failure. Regular inspections and adherence to manufacturer's recommendations are essential for preventing these issues.
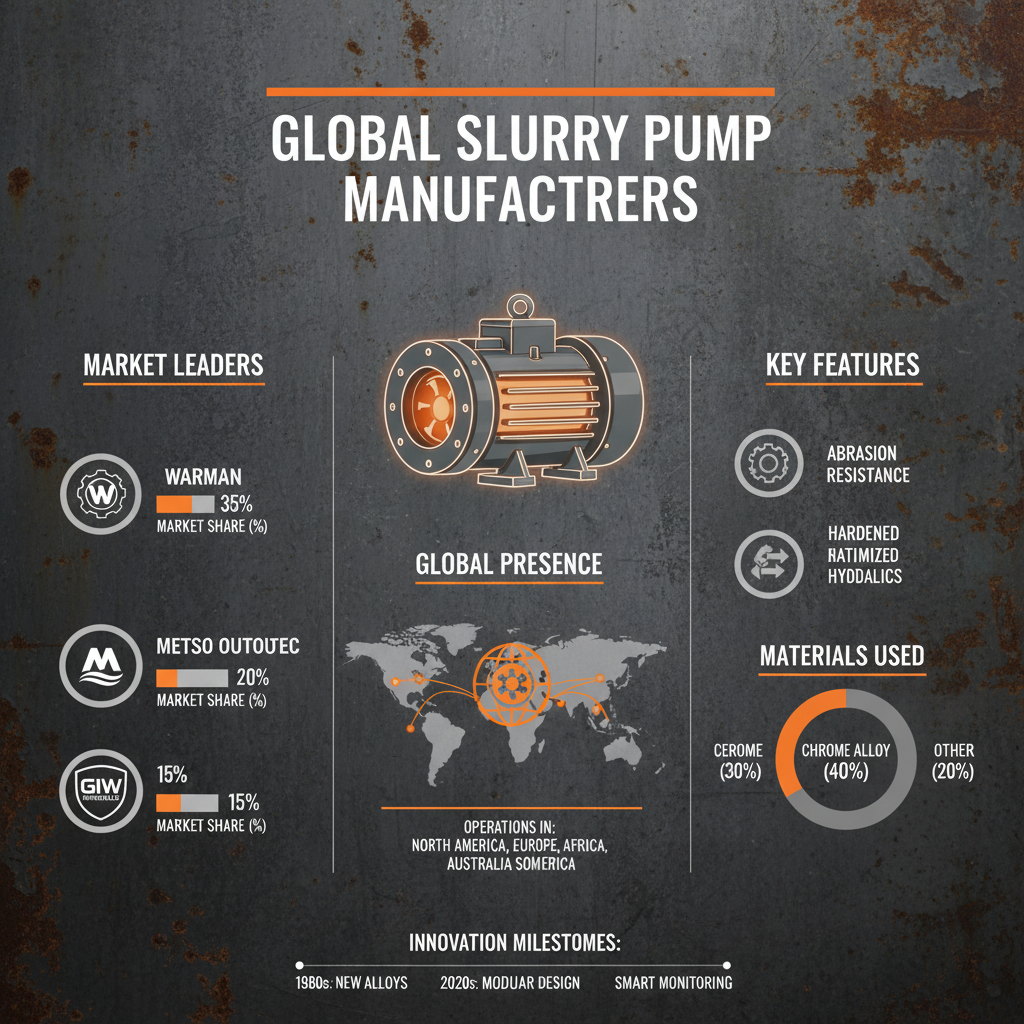
Yes, slurry pumps are specifically designed to handle highly abrasive materials. However, the degree of abrasion resistance depends on the pump’s materials of construction and impeller design. High-chrome cast iron and ceramic liners are commonly used for abrasive applications. Selecting a pump with appropriate materials is crucial for ensuring long-term performance.
Impeller design is critical for slurry pump performance. The impeller must be able to efficiently move the slurry without clogging or experiencing excessive wear. Different impeller designs are suited for different slurry characteristics. Manufacturers employ various impeller designs, including open, semi-open, and closed impellers, to optimize performance for specific applications.
Slurry pump manufacturers are increasingly focusing on energy efficiency through several approaches. Utilizing high-efficiency motors, optimizing impeller designs, implementing variable frequency drives (VFDs), and employing advanced hydraulic designs can significantly reduce energy consumption. Regular pump audits and performance monitoring can also identify opportunities for improving energy efficiency.
In conclusion, slurry pump manufacturers play an indispensable role in countless industries worldwide. Their expertise in handling abrasive and corrosive materials, coupled with a commitment to innovation and sustainability, is essential for ensuring efficient, safe, and environmentally responsible operations. Selecting the right slurry pump manufacturer and implementing a proactive maintenance program are crucial investments that yield significant long-term benefits.
Looking ahead, the future of slurry pump technology will be shaped by digitalization, the adoption of sustainable materials, and a continued focus on energy efficiency. By staying abreast of these trends and collaborating with leading slurry pump manufacturers, businesses can optimize their pumping systems and unlock new levels of performance and reliability. Visit our website at www.hihornpump.com to learn more about our comprehensive range of slurry pumping solutions.

If you are interested in our products, you can choose to leave your information here, and we will be in touch with you shortly.








