Industrial slurry pump systems are critical components in a vast array of industries, from mining and wastewater treatment to chemical processing and power generation. Their primary function – the efficient and reliable transport of abrasive, corrosive, and highly concentrated solid-liquid mixtures – underpins countless essential processes globally. The demand for robust and adaptable industrial slurry pump solutions continues to rise, driven by increasing industrial activity and stricter environmental regulations.
These pumps are not merely mechanical devices; they represent a crucial link in maintaining operational efficiency, minimizing downtime, and ensuring environmental compliance. The selection of the appropriate pump type is paramount, considering factors such as slurry composition, flow rate, head pressure, and abrasive particle size. Effective slurry pumping is essential to maintaining productivity, reducing maintenance costs, and maximizing resource utilization.
Understanding the principles of industrial slurry pumping and the available technologies is therefore vital for engineers, plant managers, and anyone involved in process industries. Advancements in materials science and pump design are continually improving performance and longevity, addressing the challenges posed by increasingly demanding applications.

The efficient operation of many industrial processes relies heavily on the reliable transfer of slurries. An industrial slurry pump isn't simply a fluid-moving device; it’s often the heart of a system, enabling resource extraction, waste management, and material processing. Its consistent performance directly impacts productivity, safety, and environmental responsibility.
Selecting the appropriate industrial slurry pump type is vital to optimizing these operations. Factors like the slurry's density, abrasive content, and chemical properties must be carefully considered to prevent premature wear, clogging, and system failures. The consequences of pump failure can be significant, leading to costly downtime and potential environmental hazards.
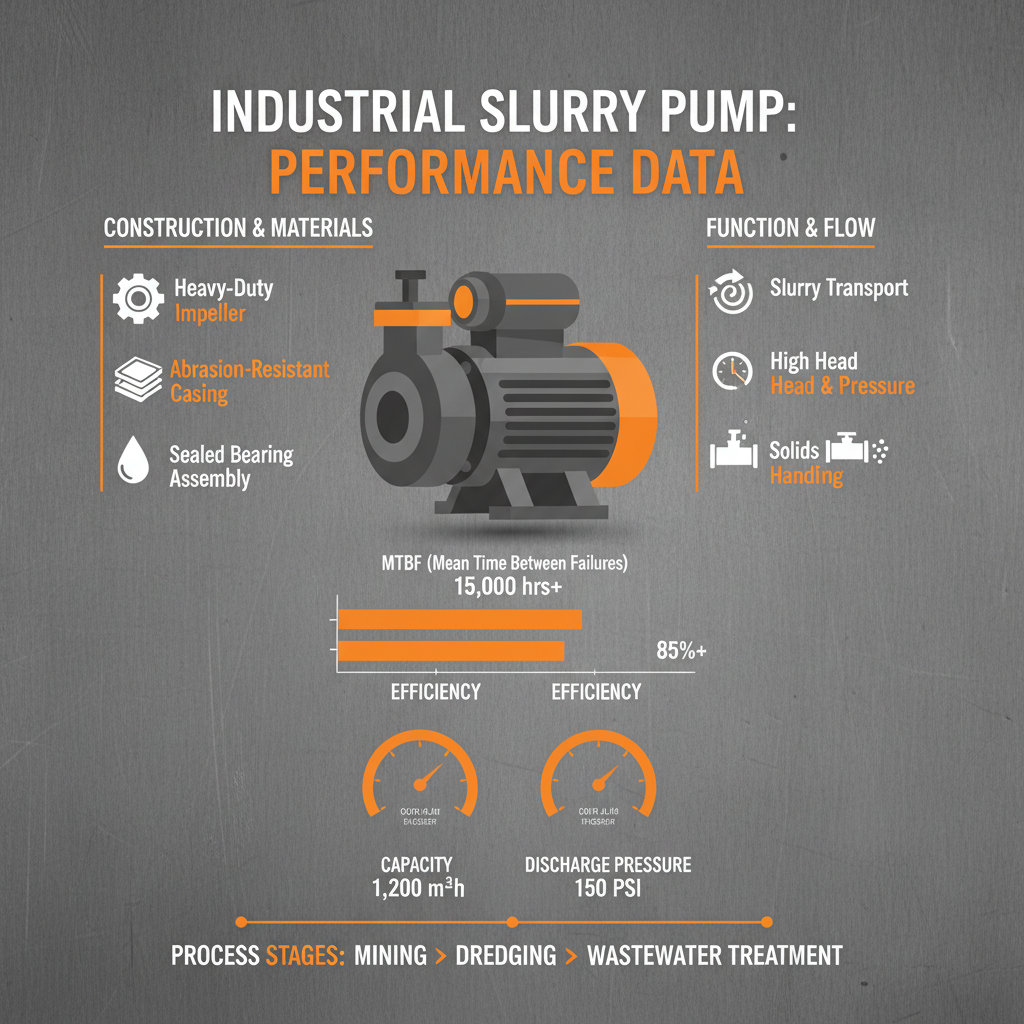
Selecting the right industrial slurry pump requires careful consideration of several factors. These include the slurry’s solid concentration, particle size and shape, specific gravity, viscosity, and chemical composition. Additionally, the required flow rate, head pressure, and operating environment all play a crucial role. Choosing a pump designed for the specific characteristics of the slurry will maximize efficiency and minimize wear and tear.
To maximize the lifespan of your industrial slurry pump, implement a regular maintenance schedule including inspections for wear, lubrication, and seal replacements. Proper alignment of the pump and motor is critical. Monitor the slurry composition and adjust pump settings accordingly. Consider implementing a pump monitoring system to track performance and identify potential issues early on.
Common materials include high-chrome alloys, which offer excellent abrasion resistance; rubber linings, used to protect casings from erosion and corrosion; ceramic materials, suitable for highly corrosive environments; and specialized polymers, providing a balance of properties. The specific material selection depends on the slurry’s characteristics and the operating conditions.
Impeller design is crucial for efficient slurry pumping. Open impellers are better suited for handling slurries with large solids, while closed impellers are more efficient with cleaner fluids. The impeller's diameter, vane angle, and shape all influence the pump's flow rate, head pressure, and solids-handling capabilities. Selecting the right impeller type is essential for optimizing performance.
A VFD allows you to adjust the pump's speed to match the flow rate requirements, reducing energy consumption and extending pump life. It also provides soft starting and stopping, minimizing stress on the pump and motor. VFDs enable precise control and optimization of pump performance, leading to significant cost savings and improved efficiency.
Common causes of failure include abrasive wear, corrosion, cavitation, and seal failure. Abrasive wear is often caused by solid particles impacting pump components. Corrosion results from exposure to corrosive fluids. Cavitation occurs when the pressure drops too low, forming vapor bubbles that collapse and damage the impeller. Regular maintenance and proper material selection can mitigate these risks.
In conclusion, industrial slurry pumps are indispensable components in numerous industries, enabling the efficient and reliable transport of abrasive and challenging fluid mixtures. Understanding the core components, performance factors, and emerging trends is vital for optimizing operations, reducing costs, and ensuring environmental compliance. The continuous development of materials, designs, and smart technologies promises to further enhance the performance and longevity of these critical systems.
Looking ahead, proactive maintenance, data-driven optimization, and the adoption of sustainable technologies will be key to maximizing the value of industrial slurry pumping solutions. We encourage you to explore the latest advancements and consult with experts to ensure you select the right pump for your specific application. Visit our website at www.hihornpump.com to learn more about our comprehensive range of industrial slurry pump solutions.

If you are interested in our products, you can choose to leave your information here, and we will be in touch with you shortly.








