Heavy duty slurry pumps are essential components in a wide array of industrial processes, offering robust and reliable solutions for transporting abrasive and dense fluids. Their applications span across mining, wastewater treatment, construction, and various manufacturing sectors globally. Understanding the intricacies of these pumps – their design, operation, and maintenance – is crucial for optimizing efficiency, minimizing downtime, and ensuring the longevity of critical infrastructure. heavy duty slurry pump advancements continue to drive innovation in these industries.
The global demand for efficient and durable fluid handling solutions is constantly increasing, driven by factors like population growth, urbanization, and stricter environmental regulations. This demand places a significant emphasis on the performance and reliability of heavy duty slurry pumps. These pumps play a vital role in managing resources responsibly and reducing environmental impact, making them integral to sustainable industrial practices. The selection of the correct heavy duty slurry pump is critical for these applications.
From handling tailings in mining operations to moving sludge in wastewater treatment plants, these pumps address complex challenges associated with solid-liquid mixtures. Their ability to withstand corrosive environments and deliver consistent performance even under demanding conditions makes them invaluable assets in various critical applications. A well-maintained heavy duty slurry pump translates to increased productivity and reduced operational costs.
Understanding the Foundation of heavy duty slurry pump
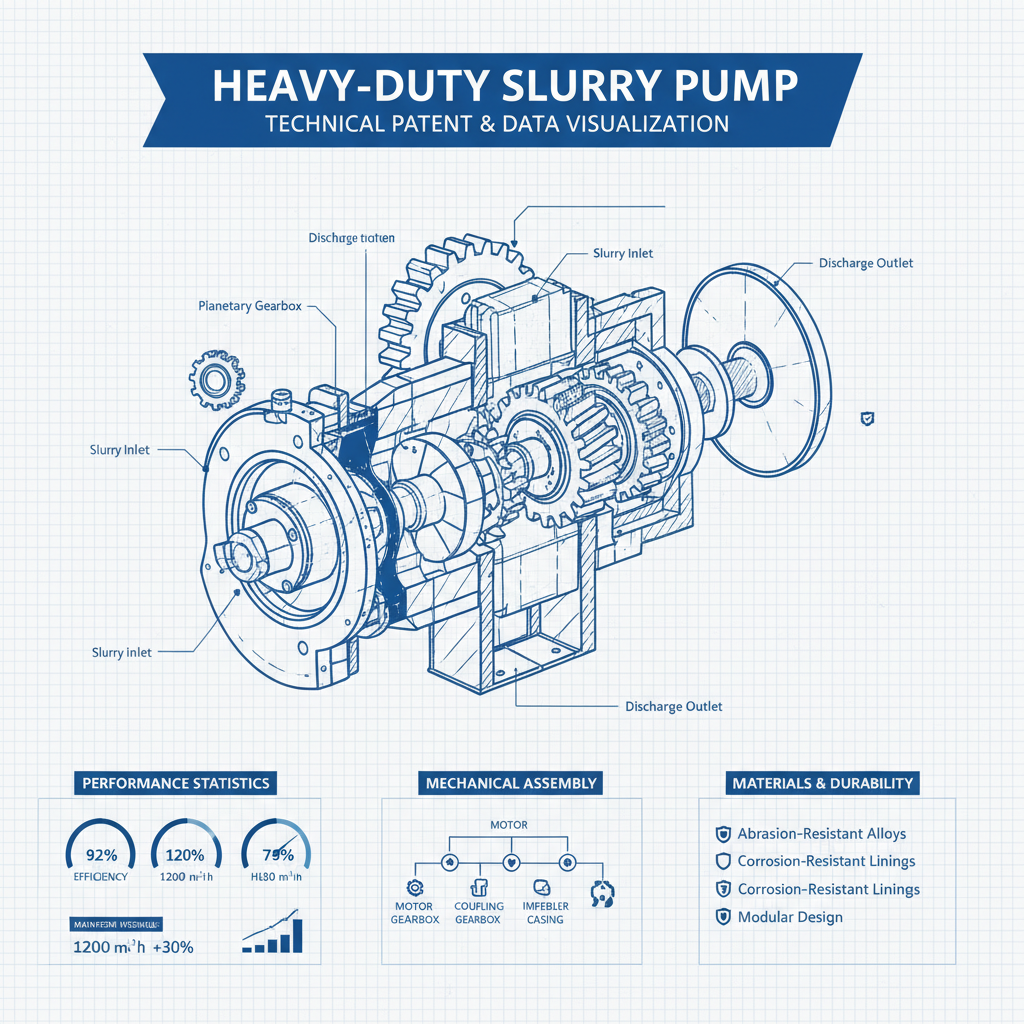
The foundation of a heavy duty slurry pump lies in its robust construction and specialized design features. These pumps aren’t your standard water pumps; they’re engineered to handle the considerable challenge of transporting abrasive and highly concentrated mixtures of solids and liquids. This requires careful consideration of materials, impeller design, and sealing mechanisms to withstand wear, corrosion, and potential clogging. heavy duty slurry pump designs are frequently customized for the fluid they need to move.
Central to their operation is the ability to maintain consistent flow rates and pressures despite the presence of solids. This is achieved through specific impeller geometries and casing designs that minimize wear and maximize efficiency. Regular inspection and maintenance are crucial for ensuring continued optimal performance and extending the pump's lifespan, especially in harsh operating environments.
The Global Significance of heavy duty slurry pump
Heavy duty slurry pumps are globally significant due to their critical role in resource extraction, environmental protection, and industrial processing. Mining operations worldwide rely heavily on these pumps to manage tailings, dewater mines, and transport ore slurries. The mining industry alone represents a substantial portion of the demand, driven by the ongoing need for essential minerals and metals. Without efficient heavy duty slurry pump systems, mining productivity would be severely limited.
Beyond mining, the wastewater treatment sector is a major consumer of these pumps. They are essential for handling sludge, transporting wastewater through treatment facilities, and managing effluent discharge. With increasing global population and stricter environmental regulations, the demand for advanced wastewater treatment technologies—and the pumps that support them—is continuously rising.
Furthermore, the construction industry utilizes heavy duty slurry pumps for dredging, tunnel boring, and concrete slurry transport. The growing infrastructure projects in developing economies, coupled with the need for refurbishment in developed nations, contribute significantly to the ongoing global demand for reliable fluid handling solutions.
Defining heavy duty slurry pump: A Core Industrial Tool
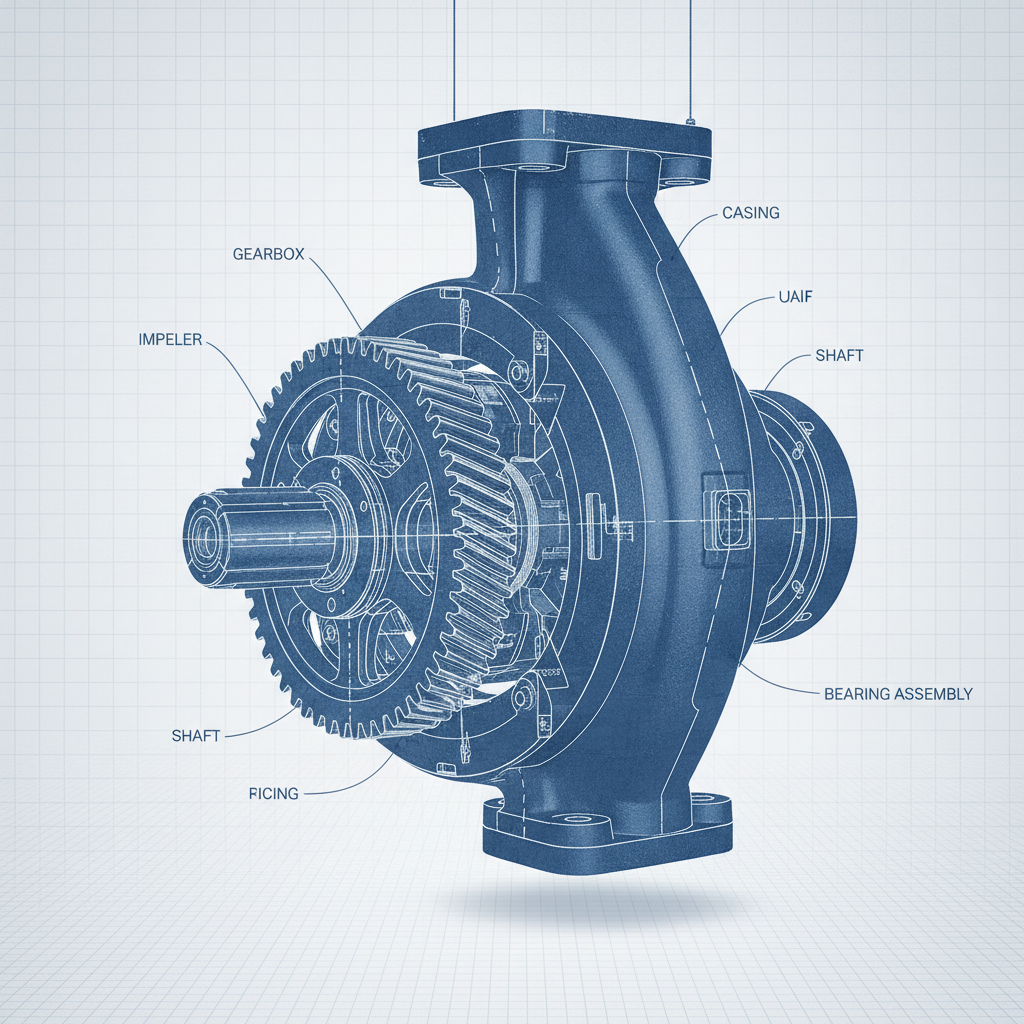
A heavy duty slurry pump is a type of pump specifically engineered to move mixtures containing solid particles suspended in a liquid. Unlike conventional pumps designed for clean fluids, slurry pumps are built to withstand the abrasive and corrosive effects of solids, such as sand, gravel, chemicals, and even large rocks. Their core function is to efficiently transport these mixtures over varying distances and elevations within industrial processes.
These pumps differ significantly from centrifugal pumps due to their robust construction, specialized impeller designs, and wear-resistant materials. The impeller often incorporates a harder metal or a rubber lining to resist abrasion. Furthermore, the casing is designed to handle the increased pressure and turbulence caused by the solids, ensuring reliable and continuous operation. Selection of the correct heavy duty slurry pump for a given application is crucial.
The connection to modern industry and humanitarian needs is profound. They are indispensable in industries like mining, oil & gas, chemical processing, and wastewater treatment. In humanitarian contexts, they can be used for dewatering flood areas or transporting materials during disaster relief efforts, demonstrating their versatility and impact on both industrial efficiency and societal well-being.
Key Characteristics of heavy duty slurry pump
Several key characteristics define the performance and suitability of a heavy duty slurry pump. Durability stands out as a primary factor, with pumps constructed from high-strength materials like cast iron, stainless steel, or specialized alloys to withstand abrasion, corrosion, and impact. Impeller design is another crucial aspect, influencing the pump's ability to handle solids without clogging or excessive wear.
Flow rate and head capacity are essential considerations, tailored to the specific application’s requirements. Scalability is also important, as industrial processes often need to adjust capacity over time. Cost efficiency, encompassing both initial investment and long-term maintenance, plays a significant role in decision-making.
Comparison of Heavy Duty Slurry Pump Performance Metrics
Worldwide Applications of heavy duty slurry pump
The applications of heavy duty slurry pumps are incredibly diverse, spanning across numerous industries and geographical locations. In the mining sector, they are integral to the extraction and processing of minerals, handling everything from coarse ore to fine tailings. In the Americas, particularly in countries like Chile and Canada, these pumps are vital for copper and gold mining operations.
Wastewater treatment plants globally, from those in Europe to Asia, rely on heavy duty slurry pumps to manage sludge, chemicals, and other solids. Construction projects around the world, including large-scale infrastructure developments in China and India, utilize these pumps for dredging, tunnel boring, and concrete transport. heavy duty slurry pump are critical to keeping these projects moving forward.
The Advantages and Long-Term Value of heavy duty slurry pump
The advantages of investing in a high-quality heavy duty slurry pump extend far beyond initial performance. Tangible benefits include reduced downtime, lower maintenance costs, and increased operational efficiency. The ability to handle abrasive materials without frequent repairs translates to significant cost savings over the pump's lifespan. These pumps improve process reliability.
Long-term value is also tied to sustainability and environmental responsibility. By efficiently managing solids and minimizing waste, these pumps contribute to environmentally sound practices. The durability and longevity of well-maintained pumps reduce the need for frequent replacements, minimizing resource consumption and promoting a circular economy. The reliability also adds a level of safety and trust in operations.
Future Trends and Innovations in heavy duty slurry pump Technology
The future of heavy duty slurry pump technology is focused on several key trends. Smart pumps, equipped with sensors and data analytics capabilities, are gaining prominence, allowing for predictive maintenance and optimized performance. The integration of IoT (Internet of Things) technology enables remote monitoring and control, enhancing operational efficiency and reducing downtime. These pumps can also adapt to variable speed drives for efficiency.
Material science is playing a crucial role, with the development of new alloys and coatings that offer superior wear resistance and corrosion protection. Advancements in hydraulic design are leading to more efficient impeller geometries and casing configurations. Furthermore, the growing emphasis on sustainability is driving research into energy-efficient pump designs and the use of environmentally friendly materials.
Challenges & Solutions in heavy duty slurry pump Applications
Despite their robustness, heavy duty slurry pumps face challenges such as abrasive wear, corrosion, and clogging. Abrasive wear, particularly in highly concentrated slurry applications, remains a significant concern, leading to impeller and casing damage. Corrosion, especially when handling chemically aggressive fluids, can also compromise pump integrity. Clogging can disrupt flow and reduce pump efficiency.
Solutions involve utilizing wear-resistant materials, optimizing impeller designs to minimize wear, and implementing effective filtration systems to remove large solids. Regular inspections and preventative maintenance are crucial for identifying and addressing potential issues before they escalate. The use of advanced monitoring systems can provide early warnings of impending failures, enabling timely repairs and minimizing downtime.
Overview of Key Considerations for heavy duty slurry pump Selection and Maintenance
| Slurry Characteristics |
Pump Material |
Maintenance Frequency |
Typical Application |
| High Solids Concentration (60-80%) |
High Chrome Cast Iron |
Monthly Inspections, Annual Overhaul |
Mining Tailings Transport |
| Corrosive Slurry (pH < 3) |
Stainless Steel (316) |
Bi-Weekly Inspections, Bi-Annual Overhaul |
Chemical Processing Waste |
| Abrasive Slurry (Grit, Sand) |
Hardened Steel Impeller |
Weekly Inspections, Semi-Annual Overhaul |
Dredging Applications |
| Low Solids Concentration (10-20%) |
Cast Iron with Rubber Lining |
Quarterly Inspections, Annual Overhaul |
Wastewater Treatment Plants |
| High Temperature Slurry ( > 80°C) |
Alloy Steel |
Monthly Inspections, Annual Overhaul |
Power Plant Ash Handling |
| Slurry with Large Solids ( > 50mm) |
Open Impeller Design |
Daily Inspections, Bi-Annual Overhaul |
Quarrying and Aggregate Processing |
FAQS
A well-maintained heavy duty slurry pump can operate reliably for 10-20 years, or even longer. Lifespan depends on the severity of the application, frequency of maintenance, and the quality of materials used in construction. Regular inspections, timely replacement of worn parts, and adherence to manufacturer’s recommendations are crucial for maximizing pump longevity. Implementing a preventative maintenance schedule can significantly extend the operational life of your heavy duty slurry pump.
Selecting the right size pump requires careful consideration of flow rate, head pressure, slurry characteristics (solids concentration, particle size, specific gravity), and piping system resistance. Consult with a pump specialist or use online sizing tools to determine the appropriate pump capacity. Oversizing can lead to inefficiencies, while undersizing can cause premature wear and reduced performance. heavy duty slurry pump selection is critical to avoid these problems.
Clogging typically occurs due to the accumulation of large solids, fibrous materials, or improperly sized pump components. Strategies to prevent clogging include installing strainers or screens upstream of the pump, ensuring proper impeller clearance, and selecting a pump design that can effectively handle the specific solids present in the slurry. Regular flushing and cleaning can also help prevent buildup.
The material of construction is paramount. The slurry’s chemical composition and abrasive nature dictate the optimal material. Common materials include cast iron, stainless steel, hardened alloys, and rubber linings. Choosing a material incompatible with the slurry will result in rapid corrosion, erosion, and pump failure. Consider the entire fluid path for compatibility, not just the pump casing.
Regular maintenance includes visual inspections for leaks or wear, lubrication of bearings, checking impeller clearance, monitoring vibration levels, and inspecting seals and gaskets. Scheduled replacement of wear parts, such as liners and impellers, is essential. Keeping detailed maintenance records helps track pump performance and identify potential issues early on.
Always disconnect power before performing any maintenance. Wear appropriate personal protective equipment (PPE), including safety glasses, gloves, and hearing protection. Be aware of potential hazards associated with the slurry being pumped, such as corrosive chemicals or high temperatures. Follow lockout/tagout procedures to prevent accidental start-up. heavy duty slurry pump safety is of utmost importance.
Conclusion
In conclusion, heavy duty slurry pumps are indispensable components across a wide range of industries, offering reliable and efficient solutions for transporting challenging fluid mixtures. Their durability, adaptability, and ongoing technological advancements make them essential for optimizing industrial processes, protecting the environment, and supporting global infrastructure development. Understanding their core principles, applications, and future trends is vital for professionals across diverse sectors.
Looking ahead, continued innovation in materials, design, and smart technologies will further enhance the performance and sustainability of these pumps. Prioritizing preventative maintenance, embracing data-driven insights, and investing in robust pump solutions will deliver long-term value and contribute to a more efficient and resilient industrial landscape. Visit our website today to learn more about our range of heavy duty slurry pumps: www.hihornpump.com