In the demanding world of aggregate mining and industrial dredging, the efficiency of material transport depends heavily on the reliability of the sand and gravel pump. These specialized machines are engineered to handle highly abrasive slurries, ensuring that heavy particles are moved across sites without causing premature equipment failure or costly downtime.
Understanding the nuances of slurry transport is critical for operational success in construction, mining, and environmental reclamation. By utilizing a high-performance sand and gravel pump, operators can significantly increase their throughput while reducing the wear and tear typically associated with transporting coarse minerals and solids.
Whether you are managing a large-scale quarry or a dredging project in a coastal region, the choice of pumping technology impacts your bottom line. This guide explores the technical components, global applications, and future innovations of the sand and gravel pump to help you optimize your heavy-duty fluid handling processes.

Global Relevance of Sand and Gravel Pumps
The global demand for infrastructure development has led to an unprecedented surge in the extraction of aggregates. According to industry trends aligned with ISO standards for mining equipment, the reliance on a robust sand and gravel pump is no longer optional but a necessity for maintaining sustainable production rates in urbanization projects across Asia and Africa.
However, the industry faces a persistent challenge: the extreme abrasiveness of silica and quartz particles. Without a properly engineered sand and gravel pump, equipment lifespan is drastically reduced, leading to excessive maintenance costs and environmental hazards due to leakage and inefficient energy consumption.
Defining the Sand and Gravel Pump Mechanism
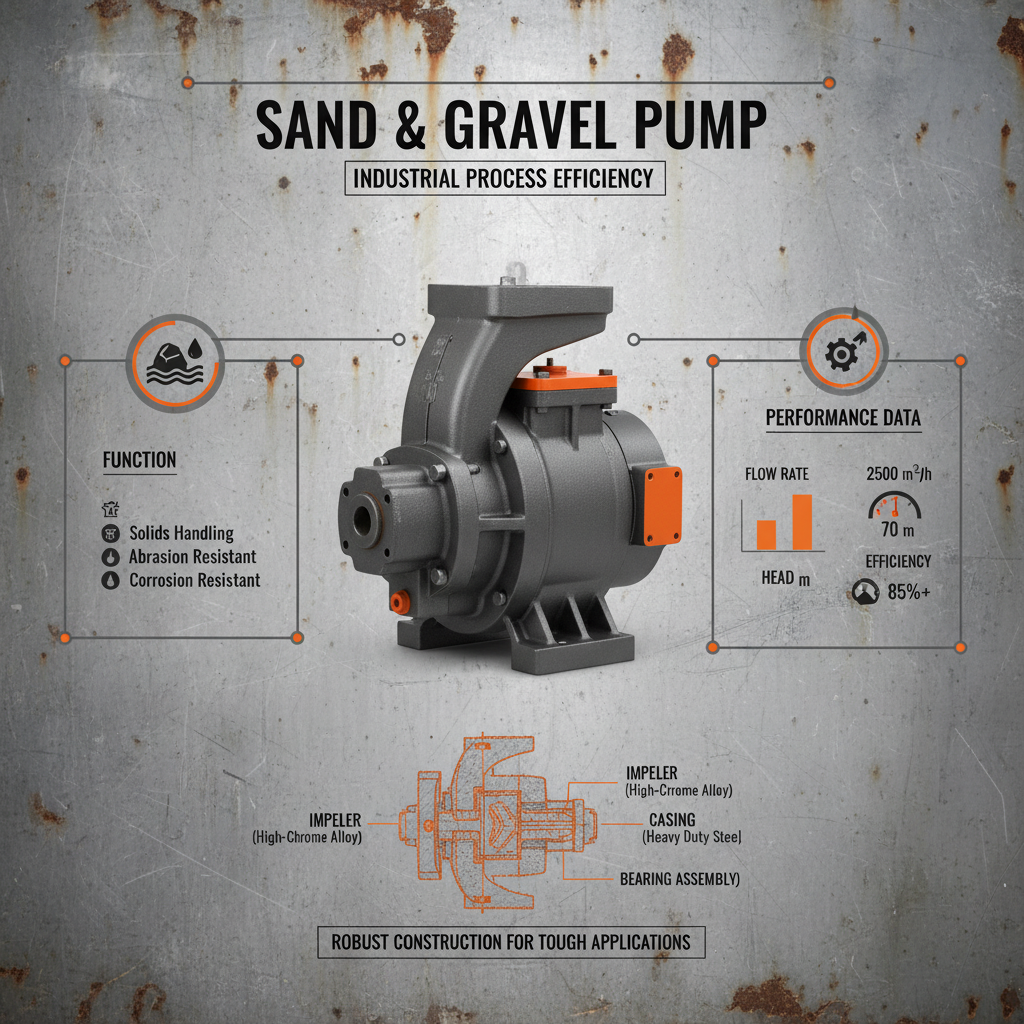
At its core, a sand and gravel pump is a heavy-duty centrifugal machine designed to move fluids containing high concentrations of solid particles. Unlike standard water pumps, these units feature reinforced casings and specialized impellers that can withstand the constant "sandblasting" effect caused by gravel and grit moving at high velocities.
In modern industry, these pumps serve as the cardiovascular system of mining operations. They enable the seamless transport of raw materials from the extraction point to the processing plant, reducing the need for manual hauling and conveyor belts in difficult terrains, thereby enhancing overall site safety and efficiency.
From a humanitarian perspective, these pumps are vital for disaster recovery and flood management. When cities face sedimentation in critical waterways, the deployment of a high-capacity sand and gravel pump allows for rapid dredging, preventing floods and restoring essential maritime trade routes.
Core Components for Maximum Durability
The longevity of a sand and gravel pump is primarily determined by its material composition. High-chrome alloys and natural rubber linings are frequently used to create a barrier between the abrasive slurry and the pump's structural shell, ensuring that the internal geometry remains intact over thousands of operating hours.
Impeller design is another critical factor for the sand and gravel pump. By optimizing the vane angle and using open-impeller configurations, the pump can handle larger solids without clogging, which is essential for processing raw gravel and unprocessed ore.
Finally, the sealing system prevents the leakage of abrasive particles into the bearing housing. Advanced mechanical seals in a modern sand and gravel pump minimize maintenance intervals and protect the motor from contamination, ensuring a reliable flow of materials in the harshest environments.
Performance Metrics and Scalability
Evaluating the efficiency of a sand and gravel pump requires looking at the balance between flow rate and total dynamic head. Scalability allows operators to transition from small-scale sump pumping to massive dredge operations using the same fundamental technology, adapted for different volumes of slurry.
Cost efficiency is achieved when the pump operates near its Best Efficiency Point (BEP). A well-matched sand and gravel pump reduces energy consumption per ton of material moved, directly impacting the profitability of the mining operation.
Operational Efficiency Comparison for Sand and Gravel Pump Types
Global Industrial Applications
In the mining sectors of Australia and Canada, the sand and gravel pump is used extensively for tailings management. By pumping waste slurry to designated storage facilities, companies can maintain a cleaner site and adhere to strict environmental regulations regarding waste runoff.
Moreover, in the coastal regions of Southeast Asia, these pumps are the backbone of land reclamation projects. A high-powered sand and gravel pump allows for the efficient movement of seabed sand to create new urban land, driving economic growth in port cities.
Long-Term Value and Operational Reliability
Investing in a premium sand and gravel pump provides tangible long-term value through reduced Total Cost of Ownership (TCO). While the initial purchase price may be higher than generic alternatives, the extended mean time between failures (MTBF) means fewer replacements and less labor cost.
Beyond the financial logic, there is the element of trust and safety. A reliable pump prevents catastrophic pipe bursts and overflows, protecting the workforce from hazardous slurry spills and ensuring that the site operates with a sense of stability and professional innovation.
Furthermore, the modularity of modern sand and gravel pump systems allows for easy upgrades. As a project grows, operators can swap out impellers or adjust motor speeds without replacing the entire infrastructure, ensuring the technology evolves alongside the business.
Future Trends in Slurry Pumping Technology
The future of the sand and gravel pump is being shaped by digital transformation. IoT-enabled sensors are now being integrated into pump housings to monitor vibration, temperature, and wear in real-time. This shift toward predictive maintenance allows operators to replace parts before a failure occurs, eliminating unplanned downtime.
Sustainability is also driving innovation. New "green" materials are being developed to replace traditional alloys, reducing the carbon footprint of manufacturing while maintaining the abrasion resistance required for a sand and gravel pump. Additionally, the integration of variable frequency drives (VFDs) allows for precise control over flow rates, drastically reducing energy waste.
Automation will soon allow sand and gravel pump systems to automatically adjust their parameters based on the density of the incoming slurry. This intelligent adaptation ensures that the pump always operates at peak efficiency, regardless of the variability in the material being extracted.
Technical Analysis and Selection Guide for Sand and Gravel Pumps
|
Pump Series
|
Primary Application
|
Wear Resistance (1-10)
|
Maintenance Cycle
|
| HG Series Gravel Pump |
Heavy Aggregate Mining |
10 |
Extended |
| HAH Series Heavy Duty |
High-Density Slurry |
9 |
Standard |
| HAF Series Froth Pump |
Mining Tailings |
7 |
Frequent |
| HWN Series Dredge Pump |
River/Sea Dredging |
8 |
Medium |
| HSSP Series Submersible |
Sump Drainage |
6 |
Quick Change |
| HZ Series Slurry Pump |
General Industrial Slurry |
8 |
Standard |
FAQS
A sand and gravel pump is specifically engineered with abrasion-resistant materials like high-chrome alloys and specialized impeller geometries. While a standard water pump would quickly erode when exposed to grit, these pumps are built to move solids without compromising the internal structure, ensuring a much longer service life in mining and construction environments.
Selection depends on the slurry density, the size of the largest particles, and the required flow rate. You must calculate the Total Dynamic Head (TDH) and match it with the pump's performance curve. Using a pump that is too small will lead to frequent clogging, while one that is too large will waste energy and cause excessive wear.
Maintenance intervals vary based on the abrasiveness of the material. However, daily checks on seal leakage and monthly inspections of impeller wear are recommended. Using IoT monitoring can shift this to a predictive schedule, where parts are replaced based on actual wear data rather than fixed time intervals.
Yes, provided you choose a model with an appropriate throat diameter and an open impeller design. Series like the HG Gravel Pump are specifically designed for larger solids, reducing the risk of blockages and allowing for the transport of raw, unscreened aggregates.
Absolutely. The most effective way to reduce costs is by installing Variable Frequency Drives (VFDs), which allow you to adjust the pump speed to match the actual demand. Additionally, ensuring the pump operates at its Best Efficiency Point (BEP) significantly lowers the kWh per ton of material moved.
It depends on the particle size. Rubber linings are generally superior for fine sands and slurries with smaller particles as they "absorb" the impact. For coarse gravel and large stones, high-chrome alloy linings are preferred because they provide the hardness necessary to resist deep gouging and heavy impact.
Conclusion
The sand and gravel pump stands as an indispensable tool in the global industrial landscape, bridging the gap between raw resource extraction and usable infrastructure. By focusing on high-grade materials, optimized impeller design, and strategic scalability, these pumps ensure that the most abrasive materials can be moved safely and efficiently, maximizing productivity while minimizing operational risk.
Looking ahead, the integration of smart monitoring and sustainable materials will redefine the standards of slurry transport. For businesses aiming to maintain a competitive edge, investing in high-efficiency pumping technology is not just a technical upgrade, but a strategic move toward long-term sustainability and reliability. Visit our website for professional solutions: www.hihornpump.com